《《機(jī)械制造技術(shù)基礎(chǔ)》試卷A答案及評(píng)分標(biāo)準(zhǔn)》由會(huì)員分享��,可在線閱讀�,更多相關(guān)《《機(jī)械制造技術(shù)基礎(chǔ)》試卷A答案及評(píng)分標(biāo)準(zhǔn)(5頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1���、《機(jī)械制造技術(shù)基礎(chǔ)》考試題A答案及評(píng)分標(biāo)準(zhǔn)
一����、 名詞解釋(15%)
1. 刀具耐用度 :指刃磨后的刀具從開(kāi)始切削至磨損量達(dá)到磨鈍為止所用的切削時(shí)間���。
2. 內(nèi)聯(lián)系傳動(dòng)鏈:聯(lián)系復(fù)合運(yùn)動(dòng)之內(nèi)的各個(gè)分解部分�����,它決定著復(fù)合運(yùn)動(dòng)的軌跡����,對(duì)傳動(dòng)鏈所聯(lián)系的執(zhí)行件的相對(duì)速度(及相對(duì)位移量)有嚴(yán)格的要求���。
3. 定位:工件在機(jī)床上加工時(shí)���,為了保證加工精度和提高生產(chǎn)率�,必須使工件在機(jī)床上相對(duì)刀具占有正確的位置��,這個(gè)過(guò)程稱為定位���。
4. 機(jī)械加工工藝過(guò)程:用機(jī)械加工的方法,直接改變?cè)牧匣蛎鞯男螤?����、尺寸和性能等��,使之變?yōu)楹细窳慵倪^(guò)程�����,稱為機(jī)械加工工藝過(guò)程�����。
5. 變值系統(tǒng)誤差:如果加工誤差按零件的
2�、加工次序作有規(guī)律的變化,則稱為變值系統(tǒng)誤差���。
評(píng)分標(biāo)準(zhǔn):每個(gè)3分�,主要要點(diǎn)抓住,3分���,意思相近酌情給1-2分���。
二、 填充題(15%)
1. 切削用量三要素中��,對(duì)刀具磨損最大的是 切削速度 �����。
2. 夾具的基本組成有 定位 元件��、 夾緊 裝置�、 對(duì)刀 元件、 夾具體 和其它元件�。
3. 根據(jù)產(chǎn)品零件的大小和生產(chǎn)綱領(lǐng),機(jī)械制造生產(chǎn)一般可以分為 單件生產(chǎn) ���、成批生產(chǎn) 和 大量生產(chǎn) 三種不同的生產(chǎn)類型����。
4. 機(jī)床精度中對(duì)加工精度影響較大的包括機(jī)床主軸誤差和機(jī)床導(dǎo)軌誤差。其中機(jī)床主軸回轉(zhuǎn)誤差包括 純徑向跳動(dòng) ����、 純軸向竄動(dòng) 和 純角度擺動(dòng) 三種基本形式。
5
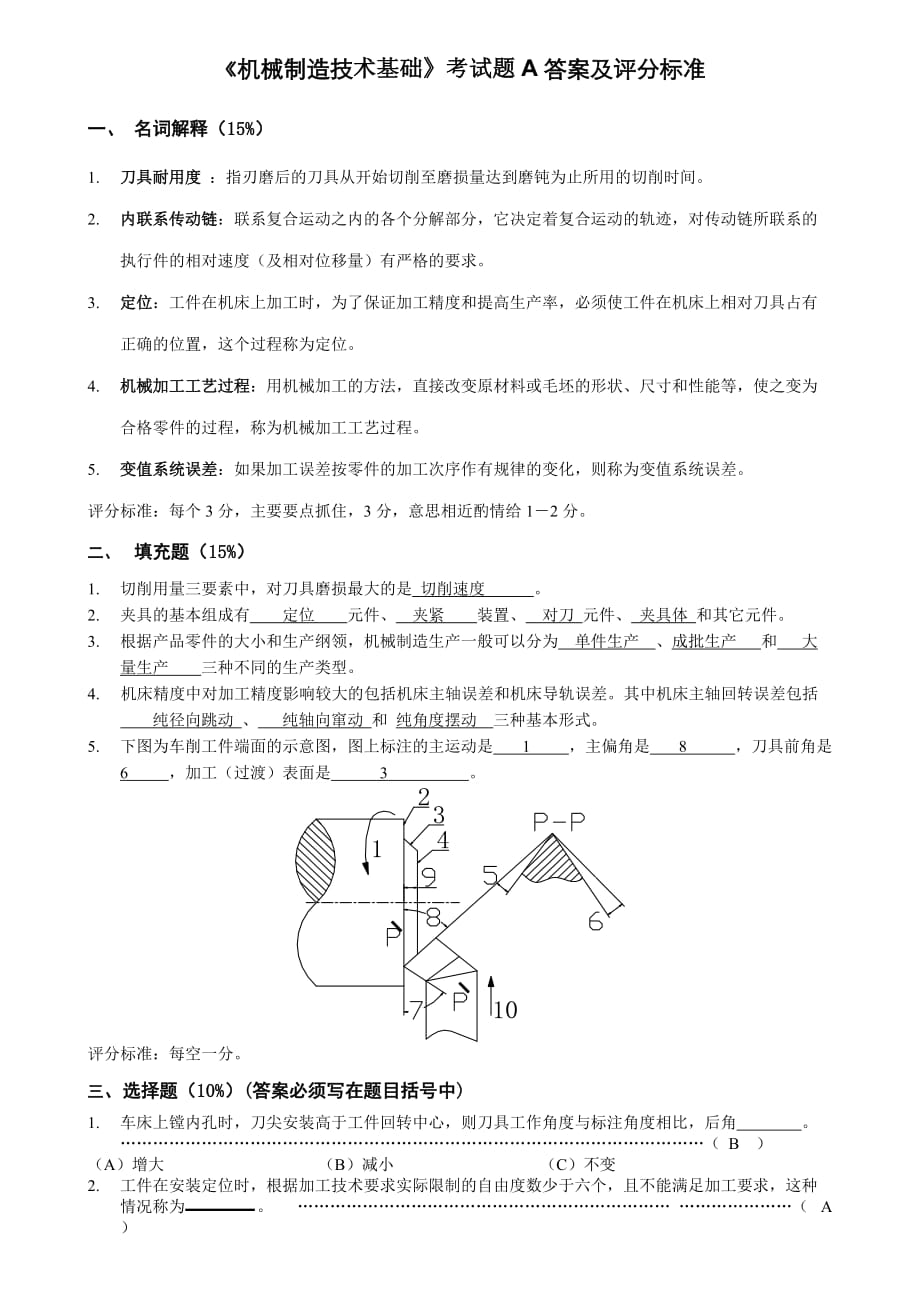
3�����、. 下圖為車削工件端面的示意圖�����,圖上標(biāo)注的主運(yùn)動(dòng)是 1 ���,主偏角是 8 ,刀具前角是 6 ��,加工(過(guò)渡)表面是 3 �����。
評(píng)分標(biāo)準(zhǔn):每空一分�。
三、選擇題(10%)(答案必須寫在題目括號(hào)中)
1. 車床上鏜內(nèi)孔時(shí)�,刀尖安裝高于工件回轉(zhuǎn)中心,則刀具工作角度與標(biāo)注角度相比,后角 ���。 ………………………………………………………………………………………………( B )
(A)增大 (B)減小 (C)不變
2. 工件在安裝定位時(shí)��,根據(jù)加工技術(shù)要求實(shí)際
4�、限制的自由度數(shù)少于六個(gè)�,且不能滿足加工要求,這種情況稱為���。 …………………………………………………………… …………………( A )
(A)欠定位 (B)不完全定位 (C)完全定位
�3. 在車削細(xì)長(zhǎng)軸時(shí)�,為了減小工件的變形和振動(dòng)�,故采用較大的車刀進(jìn)行切削,以減小徑向切削分力?��!?A )
(A)主偏角 (B)副偏角 (C)后角
4. 當(dāng)有色金屬(如銅����、鋁等)的軸類零件外圓表面要
5�、求尺寸精度較高、表面粗糙度值較低時(shí)���,一般只能采用的加工方案為 ����。 ………………………………………………………………………( C )
(A)粗車-精車-磨削 (B)粗銑-精銑 (C)粗車-精車—超精車
5. 在車削加工細(xì)長(zhǎng)軸時(shí)會(huì)出現(xiàn) 形狀誤差。 ……………………………………………………( B )
(A)馬鞍形 (B)鼓形 (C)錐形
評(píng)分標(biāo)準(zhǔn):每題2分�。
四、判斷題 (20% 正確打 錯(cuò)誤打 )
1. 在切削加工中���,進(jìn)給運(yùn)動(dòng)都是連續(xù)的�。 ……………………………………………
6����、……………( )
2. 零件的表面層金屬發(fā)生冷硬現(xiàn)象后����,其強(qiáng)度和硬度都有所增加。 ………………………………(√ )
3. C6140型機(jī)床是最大工件回轉(zhuǎn)直徑為140mm的普通車床���?�!? )
4. 加工原理誤差在加工過(guò)程中可以消除�����。 ……………………………………………………………( )
5. 欠定位在加工過(guò)程中不允許存在��。 …………………………………………………………………( √ )
6. 機(jī)械加工工藝過(guò)程是由一系列的工序組成����。 ………………………………………………………( √ )
7. 為保證不加工表面與加工表面之間的相對(duì)位置要求,一
7���、般應(yīng)選擇加工表面為粗基準(zhǔn)����?����!? )
8. 在切削運(yùn)動(dòng)中���,主運(yùn)動(dòng)速度最高�����,消耗功率最大��。 ………………………………………………( √ )
9. 長(zhǎng)定位心軸給孔定位��,孔軸的接觸長(zhǎng)度與直徑之比大于1時(shí)���,可以消除工件的四個(gè)自由度���。 …( √ )
10. 工件受熱變形產(chǎn)生的加工誤差是在工件加工過(guò)程中產(chǎn)生的?�!ā? )
評(píng)分標(biāo)準(zhǔn):每題2分�����。
五、簡(jiǎn)答題(20%)
1. 刀具切削部分材料應(yīng)具備那些基本性能?
答:1��、高的硬度和耐磨性;
2�、足夠的強(qiáng)度和韌性�;
3、高的耐熱性���;
4����、良好的工藝性�����;
5、良好的經(jīng)濟(jì)性�。
評(píng)分標(biāo)準(zhǔn):每個(gè)要
8、點(diǎn)1分����,主要意思抓住,給分����。
2. 機(jī)械加工過(guò)程中定位精基準(zhǔn)的選擇原則是什么?
答:1�����、基準(zhǔn)重合原則���;
2�����、基準(zhǔn)不變?cè)瓌t�����;
3����、互為基準(zhǔn),反復(fù)加工的原則�����;
4����、自為基準(zhǔn)原則;
5����、應(yīng)能使工件裝夾穩(wěn)定可靠、夾具簡(jiǎn)單�。
評(píng)分標(biāo)準(zhǔn):每個(gè)要點(diǎn)1分,主要意思抓住�,給分����。
3. 制定工藝規(guī)程時(shí),為什么要?jiǎng)澐旨庸るA段�?什么情況下可以不劃分或不嚴(yán)格劃分加工階段����?
答:1�、在粗加工階段,可以及早發(fā)現(xiàn)毛坯的缺陷����,以便及時(shí)處理,避免過(guò)多浪費(fèi)工時(shí)�����;
2��、可以保證零件的加工質(zhì)量�����;
3��、可以合理使用設(shè)備��;
4���、可以穿插安排熱處理工序和檢驗(yàn)工序����;
對(duì)于重型工件,由于不變多次裝夾和運(yùn)輸���,
9�、可以不劃分加工階段��;另外��,如果工件的加工質(zhì)量要求不高��,工件的剛性足夠���、毛坯的質(zhì)量較好而切除的余量不多����,可以不劃分加工階段�。
評(píng)分標(biāo)準(zhǔn):每個(gè)要點(diǎn)1分,主要意思抓住����,給分。
4. 簡(jiǎn)述切削變形的變化規(guī)律��,積屑瘤對(duì)變形有什么影響�����?
答:1�����、刀具前角:增大前角�,切削變形減小��;
2����、切削速度:在無(wú)積屑瘤存在的范圍內(nèi),隨著切削速度的增加����,切削變形減小��;
3����、進(jìn)給量:進(jìn)給量增加�����,切削變形減?�?;
4�����、工件材料:強(qiáng)度��、硬度提高����,切削變形減小��;
積屑瘤的存在�����,使得刀具前角增大�����,所以切削變形減小。
評(píng)分標(biāo)準(zhǔn):每個(gè)要點(diǎn)1分�����,主要意思抓住�����,給分�����。
10���、
�六、計(jì)算題(20%)
1. 如下圖所示軸套零件的軸向尺寸��,其外圓��、內(nèi)孔及端面均已加工�。試求:當(dāng)以B面定位鉆直徑為φ10mm孔時(shí)的工序尺寸A1及其偏差。(要求畫出尺寸鏈圖)
解:由題意知�����,尺寸250.1是封閉環(huán),畫出尺寸鏈圖����。判斷增環(huán): ,A1�����,減環(huán):
列表計(jì)算:
環(huán)
基本尺寸
ES
EI
增環(huán)
50
0
-0.05
增環(huán)
A1
ES(A1)
EI(A1)
減環(huán)
-60
0.1
0
封閉環(huán)
25
0.1
-0.1
豎式計(jì)算:A1=35�����, ES(A1)=0���,EI(A1)=-0.05
畫出尺寸鏈圖��,3分����,判斷出
11���、增環(huán)����,減環(huán),封閉環(huán)����,3分,計(jì)算結(jié)果����,4分����。
2. 在六角自動(dòng)車床上加工一批mm滾子,用抽樣檢驗(yàn)并計(jì)算得到全部工件的平均尺寸為Φ17.979mm��,均方根偏差為0.04mm�����,求尺寸分散范圍與廢品率����。
1.20
1.25
1.30
1.5
F
0.3849
0.3944
0.4032
0.4332
解:尺寸分散范圍:6σ=0.046=0.24,最小尺寸=17.979-0.12=17.857��,最大尺寸=17.979+0.12=18.099。圖紙要求的尺寸范圍:17.920~18.003��,可以看出��,加工后的尺寸最大和最小都在公差范圍之外�����,所以都要部分廢品���。計(jì)算小于要求的最小尺寸廢品率:����,查表�,F(xiàn)=0.4332,廢品率:0.5-0.42945=0.07055���;
計(jì)算大于要求的最大尺寸廢品率:�����,查表�����,F(xiàn)=0.3988���,廢品率:0.5-0.3988=0.1012�����;所以總的廢品率=0.07055+0.1012=0.17175≈17.2%
評(píng)分標(biāo)準(zhǔn):答出尺寸范圍�,4分�����;計(jì)算出廢品率6����。分公式正確�����,結(jié)果錯(cuò)誤酌情扣1-2分�。
 《機(jī)械制造技術(shù)基礎(chǔ)》試卷A答案及評(píng)分標(biāo)準(zhǔn)
《機(jī)械制造技術(shù)基礎(chǔ)》試卷A答案及評(píng)分標(biāo)準(zhǔn)