《模具設(shè)計(jì)與制造工藝卡片》由會(huì)員分享�����,可在線閱讀����,更多相關(guān)《模具設(shè)計(jì)與制造工藝卡片(22頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�����、工藝過(guò)程卡
零
件
名
稱
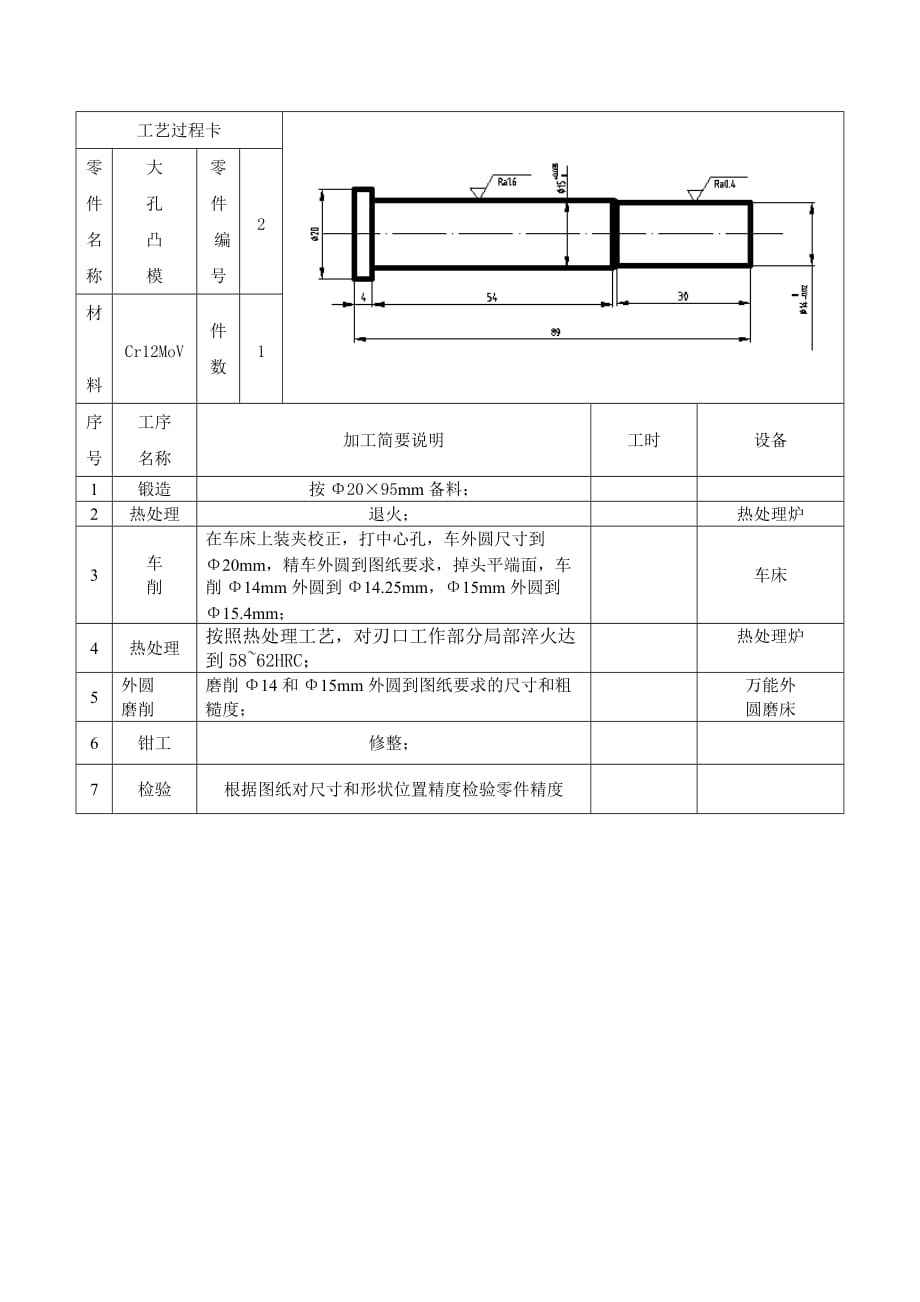
大
孔
凸
模
零
件
編
號(hào)
2
材
料
Cr12MoV
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ2095mm備料���;
2
熱處理
退火;
熱處理爐
3
車
削
在車床上裝夾校正�����,打中心孔,車外圓尺寸到
Φ20mm�����,精車外圓到圖紙要求����,掉頭平端面,車削Φ14mm外圓到Φ14.25mm��,Φ15mm外圓到
Φ15.4mm�;
車床
4
熱處理
按照熱處理工藝,對(duì)刃口工作部分局部淬火達(dá)到58~62HRC���;
熱處理爐
5
2�����、外圓
磨削
磨削Φ14和Φ15mm外圓到圖紙要求的尺寸和粗糙度��;
萬(wàn)能外
圓磨床
6
鉗工
修整�����;
7
檢驗(yàn)
根據(jù)圖紙對(duì)尺寸和形狀位置精度檢驗(yàn)零件精度
工藝過(guò)程卡
零
件
名
稱
小
孔
凸
模
零
件
編
號(hào)
3
材
料
Cr12MoV
件
數(shù)
4
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ1595mm備料���;
2
熱處理
退火���;
熱處理爐
3
車
削
粗車外圓至Φ12.26
3、mm��,精車Φ12mm至尺寸要求���。兩端允許打中心孔��。車削Φ6mm到尺寸Φ6.1mm���,車削Φ8mm外圓,留有單邊0.2mm余量�,車削端面,到尺寸要求�;
車床
4
熱處理
按照熱處理工藝,對(duì)刃口工作部分局部淬火達(dá)到58~62HRC��;
熱處理爐
5
外圓
磨削
磨削Φ6mm和Φ8mm外圓到圖紙要求的尺寸和粗糙度����;
萬(wàn)能外
圓磨床
6
鉗工
修整;
7
檢驗(yàn)
根據(jù)圖紙對(duì)尺寸和形狀位置精度檢驗(yàn)
工藝過(guò)程卡
零
件
名
稱
擋
料
銷
零
件
編
號(hào)
4
4����、
材
料
T8A
件
數(shù)
2
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ1620mm備料;
2
熱處理
退火��;
熱處理爐
3
車
削
在車床上裝夾校正���,打中心孔����,車削端面����,車Φ12mm和Φ6mm外圓,留單邊0.2mm余量并倒角�,車削20.2mm的槽至尺寸要求;
車床
4
熱處理
按熱處理工藝��,局部淬火達(dá)到43~48HRC�����;
熱處理爐
5
外圓
磨削
磨削Φ12mm��、Φ6mm和Φ12mm下端面,到圖紙要求的尺寸和表面粗糙度�;
萬(wàn)能外
圓磨床
6
鉗工
修整
5、
工藝過(guò)程卡
零
件
名
稱
導(dǎo)
套
零
件
編
號(hào)
5
材
料
20鋼
件
數(shù)
2
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ55105mm備料��;
2
熱處理
退火��;
熱處理爐
3
車
削
在車床上裝夾校正��,打中心孔���,粗精車Φ46mm外圓到尺寸���,并倒圓角,車削端面到尺寸���,車削Φ38mm外圓���,留單邊0.2mm磨削余量,車削Φ28mm的內(nèi)孔并且留有單邊0.2mm的磨削余量���;
車床
4
熱處理
按熱處理工藝���,局部淬火達(dá)到58~62HRC���;
6����、
熱處理爐
5
外圓
磨削
磨削Φ38mm外圓和Φ28mm內(nèi)孔,到圖紙要求的尺寸和表面粗糙度�����;
萬(wàn)能外
圓磨床
6
鉗工
修整
工藝過(guò)程卡
零
件
名
稱
導(dǎo)
柱
零
件
編
號(hào)
6
材
料
20鋼
件
數(shù)
2
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ35175mm備料�;
2
熱處理
退火;
熱處理爐
3
車
削
在車床上裝夾校正����,打中心孔,車Φ28mm外圓�����,留單邊0.2mm余量并倒角���,車削端
7�、面到尺寸要求�����,車削42mm的槽至尺寸要求;
車床
4
熱處理
按熱處理工藝���,局部淬火達(dá)到58~62HRC�;
熱處理爐
5
外圓
磨削
磨削左端Φ28mm至圖紙要求的尺寸和粗糙度�����,磨削中間和右邊Φ28mm外圓時(shí)注意右端在模具裝配時(shí)為過(guò)盈配合不可將尺寸磨削成負(fù)偏差���,符合圖紙要求的尺寸和表面粗糙度即可�����;
萬(wàn)能外
圓磨床
6
鉗工
修整
工藝過(guò)程卡
零
件
名
稱
頂
桿
零
件
編
號(hào)
7
材
料
45鋼
件
數(shù)
4
序
號(hào)
工序
名稱
加工簡(jiǎn)
8����、要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ15115mm備料���;
2
熱處理
退火��;
熱處理爐
3
車
削
在車床上裝夾校正��,打中心孔����,車兩端Φ6mm外圓,留單邊0.2mm余量并倒角�����,車削端面到尺寸要求���,車削21mm的槽至尺寸要求,用板牙攻M6的螺紋���;
車床
4
熱處理
按熱處理工藝���,局部淬火達(dá)到35~40HRC;
熱處理爐
5
銑削
銑削4mm段的六角螺帽��;
銑床
6
外圓
磨削
磨削左端Φ6mm外圓�����,到圖紙要求的尺寸和表面粗糙度;
萬(wàn)能外
圓磨床
7
鉗工
修整
9���、
工藝過(guò)程卡
零
件
名
稱
頂
桿
固
定
板
零
件
編
號(hào)
8
材
料
45鋼
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按13585mm備料����;
2
熱處理
退火�;
熱處理爐
3
銑削
銑削13080mm的矩形到尺寸;
車床
4
鉆削
先劃線�����,再用樣沖點(diǎn)窩�,之后再用Φ3mm的鉆頭打底孔,最后按圖紙要求依次擴(kuò)孔���,其中M6的螺紋孔只做到Φ5.3mm���;
熱處理爐
5
鉗工
用絲錐手動(dòng)攻4個(gè)M6的內(nèi)螺紋,并鉸削4個(gè)Φ10mm的孔到尺寸�����;
10���、
6
平面
磨削
磨削零件上下表面到圖紙要求���;
平面磨床
7
鉗工
修整
工藝過(guò)程卡
零
件
名
稱
頂
桿
固
定
板
2
零
件
編
號(hào)
9
材
料
45鋼
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按13585mm備料�;
2
熱處理
退火���;
熱處理爐
3
數(shù)控
銑削
因該零件中間部分Φ51mm的大孔無(wú)法在鉆床上完成因此在數(shù)控銑床上銑削����,裝夾找正����,銑削13080mm的外輪廓��,銑削Φ51mm的
11�、大孔,鉆削4個(gè)Φ10mm的孔留有0.2mm的鉸削余量�,鉸孔,翻面�,使用內(nèi)孔找正銑削13080mm的外輪廓;
數(shù)控銑床
5
平面
磨削
磨削上下表面到圖紙要求的尺寸和表面粗糙度���;
平面磨床
6
鉗工
修整���,去毛刺
工
藝
過(guò)
程
卡
零
件
名
稱
固
定
凸
凹
模
零
件
編
號(hào)
10
材
料
Cr12MoV
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ8550mm備料�;
2
熱處理
退火��;
熱處理爐
3
數(shù)控
車削
12����、
在數(shù)控車床上裝夾校正,打中心孔�����,車Φ80mm和Φ26mm外圓�,留單邊0.2mm磨削余量,車削端面����,鏜削內(nèi)孔Φ13.9mm的尺寸留0.2mm磨削余量,車削R4和R2的凸球����,并留有磨削余量;
數(shù)控車床
4
鉆削
鉆削4個(gè)M6的螺紋孔到Φ5.3mm����,2個(gè)Φ6mm的銷孔���,留待以后調(diào)好間隙后配作;
鉆床
5
鉗工
攻螺紋�;
6
熱處理
按熱處理工藝,局部淬火達(dá)到60~62HRC�;
熱處理爐
7
外圓
磨削
磨削Φ14mm的內(nèi)孔,磨削Φ26mm和R4����、R2的凸球部分,到圖紙要求的尺寸和表面粗糙度����;
萬(wàn)能外
圓磨床
8
鉗工
修整
13、
工
藝
過(guò)
程
卡
零
件
名
稱
活
動(dòng)
凸
凹
模
零
件
編
號(hào)
11
材
料
Cr12MoV
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ6043mm備料�;
2
熱處理
退火
熱處理爐
3
數(shù)控
車削
在車床上裝夾校正���,打中心孔�,車Φ50.24mm外圓�����,留單邊0.2mm余量�����,車削和Φ58.23mm外圓至尺寸要求,車削端面到尺寸要求�����,車削內(nèi)孔留0.2mm的磨削余量��;
數(shù)控車床
4
鉆削
鉆4個(gè)Φ6mm孔并鉸孔��,忽孔深度為14.34
14��、mm
鉆床
5
熱處理
按熱處理工藝��,局部淬火達(dá)到60~62HRC��;
熱處理爐
6
外圓
磨削
磨削Φ50.24mm和Φ18mm的內(nèi)孔到圖紙要求的尺寸和表面粗糙度�,磨削上下兩端面,磨削下表面圓角部分����;
萬(wàn)能外
圓磨床
7
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
落
料
凹
模
零
件
編
號(hào)
12
材
料
Cr12MoV
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ12545mm備料;
2
熱處理
退火
熱處理爐
15��、3
車
削
在車床上裝夾校正���,打中心孔����,車Φ120mm的外圓到尺寸,車削26mm深的內(nèi)圓柱孔����,車削端面到尺寸要求,車削Φ50.34mm內(nèi)圓�����,留單邊0.3mm的磨削余量�;
車床
4
鉆削
鉆四個(gè)螺紋孔,并攻內(nèi)螺紋����,2個(gè)Φ8mm的銷孔,留待以后調(diào)好間隙后配作����;
鉆床
5
熱處理
按熱處理工藝����,局部淬火達(dá)到60~64HRC
熱處理爐
6
外圓
磨削
磨削Φ50.34mm內(nèi)圓柱到圖紙要求的尺寸和表面粗糙度�,磨削上下圓柱端面�;
萬(wàn)能外
圓磨床
7
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
模
柄
零
16、
件
編
號(hào)
13
材
料
Q235
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ9083mm備料���;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正��,打中心孔�,車Φ85mm和Φ40mm外圓�����,留單邊0.2mm余量并倒角����,車削上下端面留有磨削余量;
車床
4
鉆削
鉆削4個(gè)螺紋過(guò)孔�,并且鉸孔
鉆床
5
熱處理
按熱處理工藝,局部淬火達(dá)到43~48HRC
熱處理爐
6
外圓
磨削
磨削Φ85mm����、Φ40mm圖紙要求的尺寸和表面粗糙度;
萬(wàn)能外
圓磨床
17��、
7
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
下
模
墊
板
零
件
編
號(hào)
14
材
料
45鋼
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ1259mm備料;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正���,打中心孔�,車Φ120mm外圓��,車削中間圓孔到尺寸要求�,車削端面到尺寸要求,�;
車床
4
鉆削
鉆削所有的螺紋過(guò)孔,所有的銷孔�,留待以后調(diào)好間隙后配作
鉆床
5
熱處理
按熱處理工藝,局部淬火達(dá)到43
18����、~48HRC
熱處理爐
6
平面
磨削
磨削上下表面,到圖紙要求的尺寸和表面粗糙度���;
平面磨床
7
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
橡膠
零
件
編
號(hào)
15
材
料
聚
氨
酯
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
備料
按Φ7060mm備料���;
2
鉗工
將孔的位置劃線,并加工出來(lái)
工
藝
過(guò)
程
卡
19�����、
零
件
名
稱
小
孔
凹
模
零
件
編
號(hào)
15
材
料
Cr12MoV
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ5535mm備料�����;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正�,打中心孔,粗精車Φ48mm外圓到尺寸��,車削端面到尺寸要求��,車內(nèi)孔留單邊0.2mm余量�;
車床
4
插削
在Φ26內(nèi)圓柱表面插2.8mm深,寬度為6mm的鍵槽到圖紙要求
插床
5
鉆削
鉆削4個(gè)頂桿孔�,鉆削4個(gè)沖裁孔,并鉸孔�;
鉆床
6
熱處理
按熱
20、處理工藝�,局部淬火達(dá)到58~62HRC;
熱處理爐
7
外圓
磨削
磨削Φ26mm內(nèi)圓柱表面��,到圖紙要求的尺寸和表面粗糙度�����;
萬(wàn)能外
圓磨床
8
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
卸
料
套
筒
零
件
編
號(hào)
17
材
料
Q235
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ2535mm備料�����;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正,打中心孔�����,車Φ22mm外圓到尺寸
21��、���,車削端面到尺寸要求��,車Φ14mm內(nèi)孔����、Φ18mm外圓����,留有單邊各0.2mm的磨削余量;
車床
4
熱處理
按熱處理工藝����,局部淬火達(dá)到43~48HRC
熱處理爐
5
外圓
磨削
磨削Φ14mm內(nèi)孔和Φ18mm外圓,到圖紙要求的尺寸和表面粗糙度�;
萬(wàn)能外
圓磨床
6
鉗工
修整
工藝過(guò)程卡
零
件
名
稱
壓
料
板
零
件
編
號(hào)
18
材
料
45鋼
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按205115mm備料�����;
2
熱處
22����、理
退火
熱處理爐
3
數(shù)控
銑削
在數(shù)控銑床上裝夾校正����,銑削200x110mm的外輪廓到尺寸要求�����,銑削Φ58圓孔���,鉆削4個(gè)Φ8螺紋過(guò)孔����,鉆削兩個(gè)擋料銷過(guò)孔��;
數(shù)控銑床
4
熱處理
按熱處理工藝���,局部淬火達(dá)到43~48HRC
熱處理爐
5
平面
磨削
磨削上下表面�,到圖紙要求的尺寸和表面粗糙度;
平面磨床
6
鉗工
修整
工藝過(guò)程卡
零
件
名
稱
凸
模
固
定
板
零
件
編
號(hào)
19
材
料
45鋼
件
數(shù)
1
序
號(hào)
23��、工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ16510mm備料�����;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正���,打中心孔���,車Φ160mm外圓,到尺寸����,車削端面到尺寸要求,車削Φ14mm的內(nèi)孔并鉸孔����,留0.2mm的磨削余量;
車床
4
鉆削
鉆削4個(gè)Φ8mm的孔并鉸孔至尺寸�����,鉆削4個(gè)螺紋過(guò)孔�,2個(gè)Φ8mm的銷孔先不打�,留待以后與上模座和凸凹模固定腔合鉆�;
鉆床
5
熱處理
按熱處理工藝,局部淬火達(dá)到43~48HRC
熱處理爐
6
平面
磨削
磨削上下表面���,到圖紙要求的尺寸和表面粗糙度�;
平面
24����、磨床
7
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
凸凹模固定腔
零
件
編
號(hào)
20
材
料
45鋼
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ16060mm備料���;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正�,打中心孔�����,車Φ160mm和
Φ120mm外圓并倒角���,車削端面到尺寸要求��,車削Φ80mm和Φ54mm的內(nèi)孔至尺寸要求���;
車床
4
鉆削
鉆削4個(gè)Φ8.9mm的螺紋孔��,并攻M10的內(nèi)螺紋
Φ
25����、8H7的銷孔留作以后合鉆���;
鉆床
5
平面
磨削
磨削零件的右端面����,到圖紙要求的尺寸和表面粗糙度���;
平面磨床
6
鉗工
修整
工藝過(guò)程卡
零
件
名
稱
上模墊板
零
件
編
號(hào)
21
材
料
45鋼
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
按Φ16510mm備料����;
2
熱處理
退火
熱處理爐
3
車
削
在車床上裝夾校正���,打中心孔��,車Φ160mm外圓�����,車削兩端面�,留有0.2mm的磨削余量;
車床
26��、
4
鉆削
鉆削4個(gè)螺紋過(guò)孔����,并鉸孔至尺寸要求,銷孔留待以后合鉆�����;
4
熱處理
按熱處理工藝��,局部淬火達(dá)到43~48HRC
熱處理爐
5
平面
磨削
磨削上下面�����,到圖紙要求的尺寸和表面粗糙度�����;
平面磨床
6
鉗工
修整
工
藝
過(guò)
程
卡
零
件
名
稱
上
模
座
零
件
編
號(hào)
22
材
料
HT200
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
鍛造毛坯�;
2
熱處理
退火
27�����、
3
涂底漆
4
刨削
刨各個(gè)平面,其中上�、下平面各留0.2mm的磨削余量;
車床
5
平面
磨削
磨削上�����、下平面保證尺寸40mm���;
平面磨床
6
鉗工
劃輪廓線�����,劃導(dǎo)套孔���、銷孔、螺紋過(guò)孔線��;
7
銑削
按照輪廓線銑外輪廓至尺寸要求��;
銑床
8
鏜削
鏜削Φ38mm導(dǎo)套孔和Φ87mm模柄孔至圖紙要求���;
坐標(biāo)鏜
9
鉗工
鉆削所有的螺紋過(guò)孔��,所有銷孔留到模具調(diào)試��;無(wú)誤后�����,與上模墊板的零件合鉆���;
10
鉗工
精修
全面達(dá)到圖紙要求
工
藝
過(guò)
程
卡
零
件
名
28����、
稱
下
模
座
零
件
編
號(hào)
23
材
料
HT200
件
數(shù)
1
序
號(hào)
工序
名稱
加工簡(jiǎn)要說(shuō)明
工時(shí)
設(shè)備
1
鍛造
鍛造毛坯�;
2
熱處理
退火
3
涂底漆
4
刨削
刨各個(gè)平面,其中上��、下平面各留0.2mm的磨削余量�;
車床
5
平面
磨削
磨削上、下平面保證尺寸45mm�����;
平面磨床
6
鉗工
劃輪廓線����,劃導(dǎo)套孔、銷孔����、螺紋過(guò)孔線、落料孔�;
7
銑削
按照輪廓線銑外輪廓至尺寸要求;
銑床
8
鏜削
鏜削Φ25導(dǎo)柱孔至圖紙要求�;
坐標(biāo)鏜
9
鉗工
鉆削所有的螺紋過(guò)孔,所有銷孔留到模具調(diào)試無(wú)誤后���,與上模墊板的零件合鉆�;
10
鉗工
精修
全面達(dá)到圖紙要求
 模具設(shè)計(jì)與制造工藝卡片
模具設(shè)計(jì)與制造工藝卡片