《金工實(shí)訓(xùn)實(shí)訓(xùn)37操作機(jī)床》由會(huì)員分享�,可在線閱讀,更多相關(guān)《金工實(shí)訓(xùn)實(shí)訓(xùn)37操作機(jī)床(4頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、實(shí)訓(xùn)三十七 操作機(jī)床
一�����、實(shí)訓(xùn)內(nèi)容
根據(jù)磨床的操作過(guò)程分組進(jìn)行機(jī)床操作訓(xùn)練。
二�、學(xué)習(xí)目標(biāo)
1.知識(shí)目標(biāo)
了解磨削加工特點(diǎn)。
了解磨削加工工藝范圍�。
掌握磨床的型號(hào)及主要技術(shù)規(guī)格。
掌握磨床的組成部分及其作用�。
2.技能目標(biāo)
熟練掌握磨床的基本操作方法。
能應(yīng)用橫向進(jìn)給手輪調(diào)整背吃刀量���。
能正確維護(hù)與操縱磨床���。
三、實(shí)訓(xùn)操作
1.外圓磨床的操縱
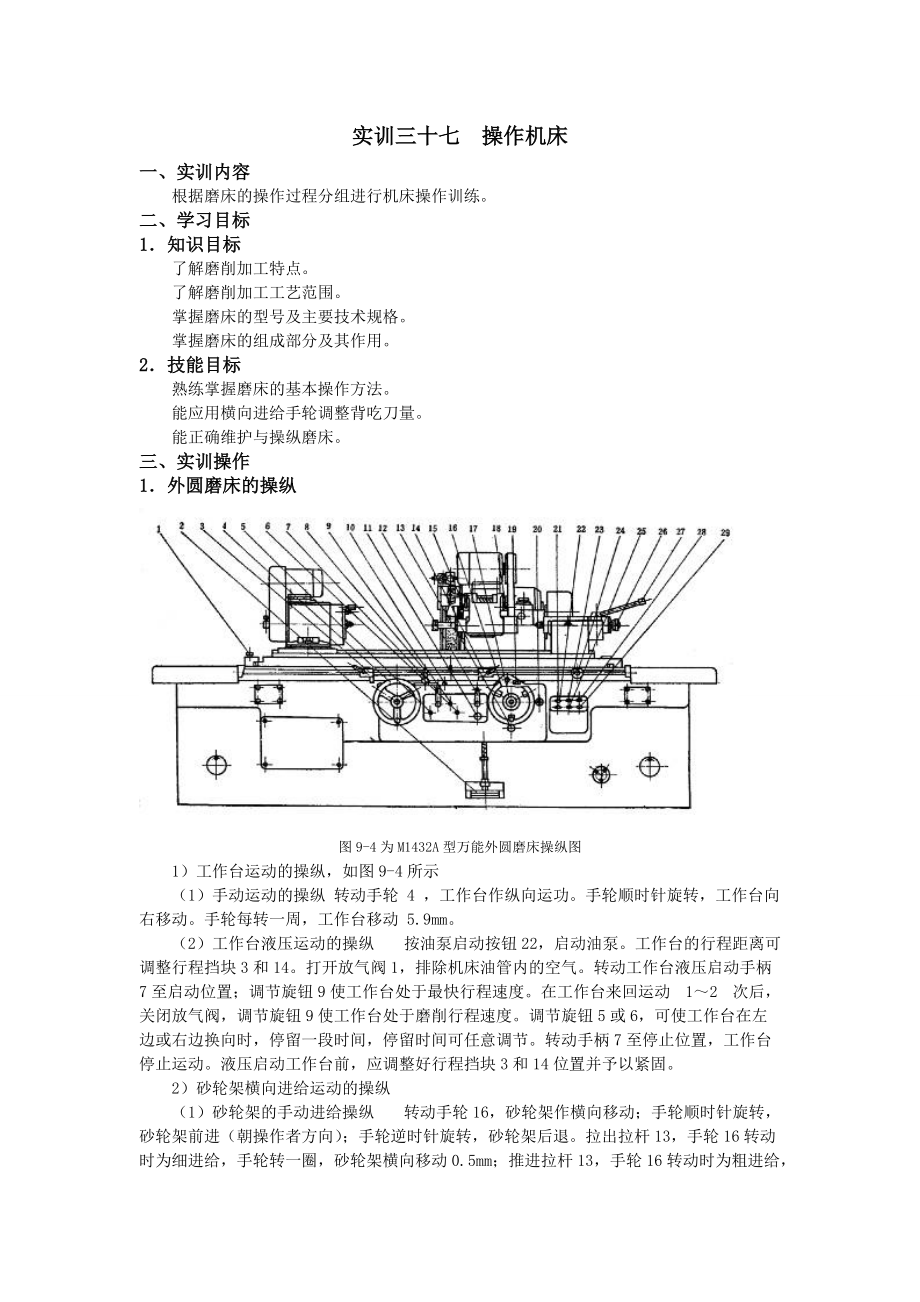
圖9-4為M1432A型萬(wàn)能外圓磨床操縱圖
1)工作臺(tái)運(yùn)動(dòng)的操縱����,如圖9-4所示
(1)手動(dòng)運(yùn)動(dòng)的操縱 轉(zhuǎn)動(dòng)手輪 4 ,工作臺(tái)作縱向運(yùn)功�。手輪順時(shí)針旋轉(zhuǎn),工作臺(tái)向右移動(dòng)�����。手輪每轉(zhuǎn)一周��,工作臺(tái)移動(dòng) 5.9mm。
2�、(2)工作臺(tái)液壓運(yùn)動(dòng)的操縱 按油泵啟動(dòng)按鈕22,啟動(dòng)油泵���。工作臺(tái)的行程距離可調(diào)整行程擋塊3和14��。打開(kāi)放氣閥1�,排除機(jī)床油管內(nèi)的空氣����。轉(zhuǎn)動(dòng)工作臺(tái)液壓?jiǎn)?dòng)手柄7至啟動(dòng)位置�����;調(diào)節(jié)旋鈕9使工作臺(tái)處于最快行程速度���。在工作臺(tái)來(lái)回運(yùn)動(dòng) 1~2 次后���,關(guān)閉放氣閥,調(diào)節(jié)旋鈕9使工作臺(tái)處于磨削行程速度�。調(diào)節(jié)旋鈕5或6,可使工作臺(tái)在左邊或右邊換向時(shí)�,停留一段時(shí)間,停留時(shí)間可任意調(diào)節(jié)。轉(zhuǎn)動(dòng)手柄7至停止位置����,工作臺(tái)停止運(yùn)動(dòng)。液壓?jiǎn)?dòng)工作臺(tái)前����,應(yīng)調(diào)整好行程擋塊3和14位置并予以緊固。
2)砂輪架橫向進(jìn)給運(yùn)動(dòng)的操縱
(1)砂輪架的手動(dòng)進(jìn)給操縱 轉(zhuǎn)動(dòng)手輪16�,砂輪架作橫向移動(dòng);手輪順時(shí)針旋轉(zhuǎn)�����,砂輪架前進(jìn)(朝操作者方
3����、向);手輪逆時(shí)針旋轉(zhuǎn)����,砂輪架后退。拉出拉桿13���,手輪16轉(zhuǎn)動(dòng)時(shí)為細(xì)進(jìn)給�,手輪轉(zhuǎn)一圈,砂輪架橫向移動(dòng)0.5mm�;推進(jìn)拉桿13,手輪16轉(zhuǎn)動(dòng)時(shí)為粗進(jìn)給�����,手輪轉(zhuǎn)一圈���,砂輪架橫向移動(dòng)2mm���。拉出旋鈕17,可調(diào)整手輪16刻度盤的數(shù)值�����,調(diào)整完畢����,當(dāng)將旋鈕推入�。一定要分清進(jìn)刀和退刀的方向。
(2)砂輪架液壓快速進(jìn)退的操縱 在油泵啟動(dòng)以后�,逆時(shí)針轉(zhuǎn)動(dòng)手柄12至工作位置,砂輪架快速引進(jìn)�;順時(shí)針轉(zhuǎn)動(dòng)手柄12至退出位置,砂輪架快速退出;引進(jìn)或退出的距離為50mm���。操縱該手柄的作用是便于操作者裝卸和側(cè)量工件�。砂輪架快速進(jìn)退時(shí)��,應(yīng)注意避免砂輪與工件相撞�。
3)尾座的操縱:轉(zhuǎn)動(dòng)手柄27,可使尾架套筒往復(fù)運(yùn)動(dòng)����,便于工
4、件的裝卸���。旋轉(zhuǎn)手柄26��,可調(diào)整尾架彈簧的壓力�����,順時(shí)針旋轉(zhuǎn)���,壓力加大,逆時(shí)針旋轉(zhuǎn)壓力減小�����。
4)工件的裝夾練習(xí):在磨床上磨削工件,必須十分重視工件的安裝����。工件的安裝是否正確、穩(wěn)固����,會(huì)直接影響加工精度和操作的安全。工件的安裝還要求迅速�����、方便��。在外圓磨床上�����,工件一般用兩頂尖安裝����,加工精度高�。
(1)中心孔的使用要求 60圓錐孔表面應(yīng)光滑����、無(wú)毛刺���、劃痕�����、碰傷等���。中心孔的大小應(yīng)與工件直徑大小相適應(yīng)。60圓錐孔的角度要正確�,小圓柱孔應(yīng)有足夠深度。
(2)夾頭 夾頭的大小應(yīng)根據(jù)工件大小來(lái)選擇���,夾頭內(nèi)徑比工件直徑略大些��;若夾頭內(nèi)徑太大�����,夾頭中心將產(chǎn)生偏離����,磨削時(shí)將產(chǎn)生離心力而影響工件質(zhì)量;同時(shí)夾緊螺
5���、釘也容易松動(dòng)�����。
(3)兩頂尖裝夾工件的方法 根據(jù)工件尺寸大小選擇頂尖�����,安裝在頭架和尾架上�����;根據(jù)工件的長(zhǎng)度調(diào)整頭架和尾架的距離�,頭架和尾架距離應(yīng)保證兩頂尖夾持工件的夾緊力松緊適度��,如圖9-5所示�����;清洗和檢查中心孔���,在中心孔內(nèi)涂入潤(rùn)滑脂�;用夾頭夾緊工件一端���,必要時(shí)可墊上銅皮�,以保護(hù)工件無(wú)夾持痕跡��;用左手拖住工件�����,將工件有夾頭一端中心孔支承在頭架頂尖上�����;用右手扳動(dòng)手柄27����,使尾架套筒回縮,然后將工件右端靠近尾架頂尖中心�,放松手柄27,使套筒逐漸伸出�,將后頂尖慢慢引入中心孔內(nèi),夾緊工件���;調(diào)整撥桿���,使撥桿能撥動(dòng)夾頭��;按動(dòng)頭架點(diǎn)動(dòng)按鈕10�����,檢查工件旋轉(zhuǎn)情況���,運(yùn)轉(zhuǎn)正常或再進(jìn)行磨削�����。
圖9-5為兩頂
6�����、尖裝夾
1-夾頭 2-撥盤 3-前頂尖 4-頭架主軸 5-撥桿 6后頂尖 7-尾架套筒
2.平面磨床的操縱
1)電磁吸盤的使用特點(diǎn):工件裝卸迅速方便�����,可多件加工���,生產(chǎn)效率高��;能保證工件平面的平行度�;裝夾穩(wěn)固����,不需要進(jìn)行調(diào)整;可在臺(tái)面上安裝各種夾具�����,磨削垂直平面��、傾斜面等�,使用比較方便。
2)工件在電磁吸盤上的裝卸方法:將工件基準(zhǔn)面修去表面毛刺并擦凈�,,然后將基準(zhǔn)面放到電磁吸盤上�����。轉(zhuǎn)動(dòng)電磁吸盤工作狀態(tài)選擇開(kāi)關(guān)至“工件吸著”位置��,使工件吸牢在臺(tái)面上�。工件加工完畢,由于工件有剩磁不易取下,可將開(kāi)關(guān)轉(zhuǎn)到“退磁”位置�,把剩磁去掉,再將電磁吸盤工作狀態(tài)選擇開(kāi)關(guān)撥至“電源切斷”位置�,
7、然后取下工件�����。
3)平面磨床的具體操縱方法:
(1)轉(zhuǎn)動(dòng)床身后面的電源開(kāi)關(guān)���,接通電源���。
(2)將工件吸附在電磁吸盤之上,將磨頭9停在離工件一定距離(約1mm)的高度上����,各液壓操縱手柄,旋鈕均置于停止位置�����。調(diào)整好工作臺(tái)行程擋塊4的位置��,使其寬于工件長(zhǎng)度20mm左右����。轉(zhuǎn)動(dòng)工作臺(tái)驅(qū)動(dòng)手輪10�,檢查行程范圍是否合適�。
(3)按動(dòng)液壓泵啟動(dòng)按鈕1,啟動(dòng)液壓泵�。
(4)打開(kāi)工作臺(tái)縱向開(kāi)停調(diào)速手柄5,使工作臺(tái)以低速運(yùn)動(dòng)�,使工作臺(tái)往復(fù)換向2~3次,檢查動(dòng)作是否正常�。
(5)轉(zhuǎn)動(dòng)磨頭液動(dòng)進(jìn)給選擇手柄6����,向左旋轉(zhuǎn),使磨頭作橫向連續(xù)移動(dòng)�,調(diào)節(jié)磨頭左側(cè)槽內(nèi)的擋鐵距離,使磨頭在電磁吸盤臺(tái)面橫向全程范圍內(nèi)往復(fù)
8�����、移動(dòng)���。轉(zhuǎn)動(dòng)磨頭液動(dòng)進(jìn)給選擇手柄6�����,向右旋轉(zhuǎn)���,使磨頭在工作臺(tái)縱向運(yùn)動(dòng)換向時(shí)作橫向斷續(xù)進(jìn)給���,進(jìn)給距離可從小調(diào)節(jié)到大。磨頭斷續(xù)或連續(xù)進(jìn)給需要換向時(shí)��,可調(diào)節(jié)手柄11����,手柄向前拉,磨頭向前移動(dòng)��;手柄向后推�����,磨頭向后移動(dòng)���。注意在加工工件時(shí)只能使用橫向斷續(xù)進(jìn)給����。圖9-6為平面磨床操縱圖�。
圖9-6為平面磨床操縱圖���。
3.維護(hù)機(jī)床
磨床的日常保養(yǎng)維護(hù)工作對(duì)磨床的精度、使用壽命有很大的影響��,它也是文明生產(chǎn)的主要內(nèi)容�。
1)訓(xùn)練前應(yīng)仔細(xì)檢查磨床各部位是否正常,若有異?���,F(xiàn)象,應(yīng)及時(shí)報(bào)告老師���,不能帶病訓(xùn)練。
2)訓(xùn)練結(jié)束后�����,應(yīng)清除各部位積屑��,擦凈殘留的切削液及磨床外形��。并在工作臺(tái)面��、頂尖及尾座套筒上涂油
9�����、防銹。
3)嚴(yán)禁在工作臺(tái)上放置工量具及其它物品�,以防工作臺(tái)臺(tái)面損傷。4)移動(dòng)頭架和尾座時(shí)�,應(yīng)先擦凈工作臺(tái)臺(tái)面和前側(cè)面,并涂一層潤(rùn)滑油���,以減少機(jī)床磨損����。
5)電磁吸盤的臺(tái)面要保持平整光潔��,使用完畢后�����,應(yīng)將臺(tái)面擦凈并涂油防銹��。
6)擦拭機(jī)床完畢后�,工作臺(tái)應(yīng)停在機(jī)床中間部位。
班級(jí)
姓名
學(xué)號(hào)
課題
操作機(jī)床
操作
磨床
檢查
序號(hào)
檢測(cè)內(nèi)容
配分
扣分標(biāo)準(zhǔn)
學(xué)生自評(píng)
教師評(píng)分
1
外磨工作臺(tái)的操縱
10
酌情扣分
2
外磨砂輪架橫向進(jìn)給運(yùn)動(dòng)的操縱
10
酌情扣分
3
外磨尾座的操縱
10
酌情扣分
4
10�、
外圓工件的裝夾練習(xí)
20
酌情扣分
5
平磨電磁吸盤的使用
10
酌情扣分
6
平面工件的裝夾練習(xí)
20
酌情扣分
7
磨床維護(hù)
10
酌情扣分
工作態(tài)度
8
行為規(guī)范、紀(jì)律表現(xiàn)
10
酌情扣分
綜合得分
100
四�、評(píng)分標(biāo)準(zhǔn)
【注意事項(xiàng)】
1.開(kāi)機(jī)前要檢查各控制手柄位置是否處于停止位置����,否則會(huì)��,發(fā)生事故危險(xiǎn)����。
2.砂輪架快速進(jìn)退時(shí),要注意避免砂輪與機(jī)床及工件相撞���。
3.手動(dòng)進(jìn)退方向不能搖錯(cuò)�����,如把退刀搖成進(jìn)刀�,會(huì)使工件報(bào)廢并傷及人身���。
4.操作時(shí)嚴(yán)禁兩人同時(shí)操作。
5.機(jī)床在運(yùn)轉(zhuǎn)過(guò)程中��,嚴(yán)禁操作者離開(kāi)機(jī)床�。
6. 必須在教師操縱示范后,同學(xué)們逐個(gè)輪換練習(xí)一次��,然后再分散練習(xí),以免發(fā)生事故��。
 金工實(shí)訓(xùn)實(shí)訓(xùn)37操作機(jī)床
金工實(shí)訓(xùn)實(shí)訓(xùn)37操作機(jī)床