《墊片少?gòu)U料模具設(shè)計(jì)》由會(huì)員分享,可在線(xiàn)閱讀�,更多相關(guān)《墊片少?gòu)U料模具設(shè)計(jì)(22頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1�、 蓋冒墊片設(shè)計(jì)說(shuō)明書(shū)
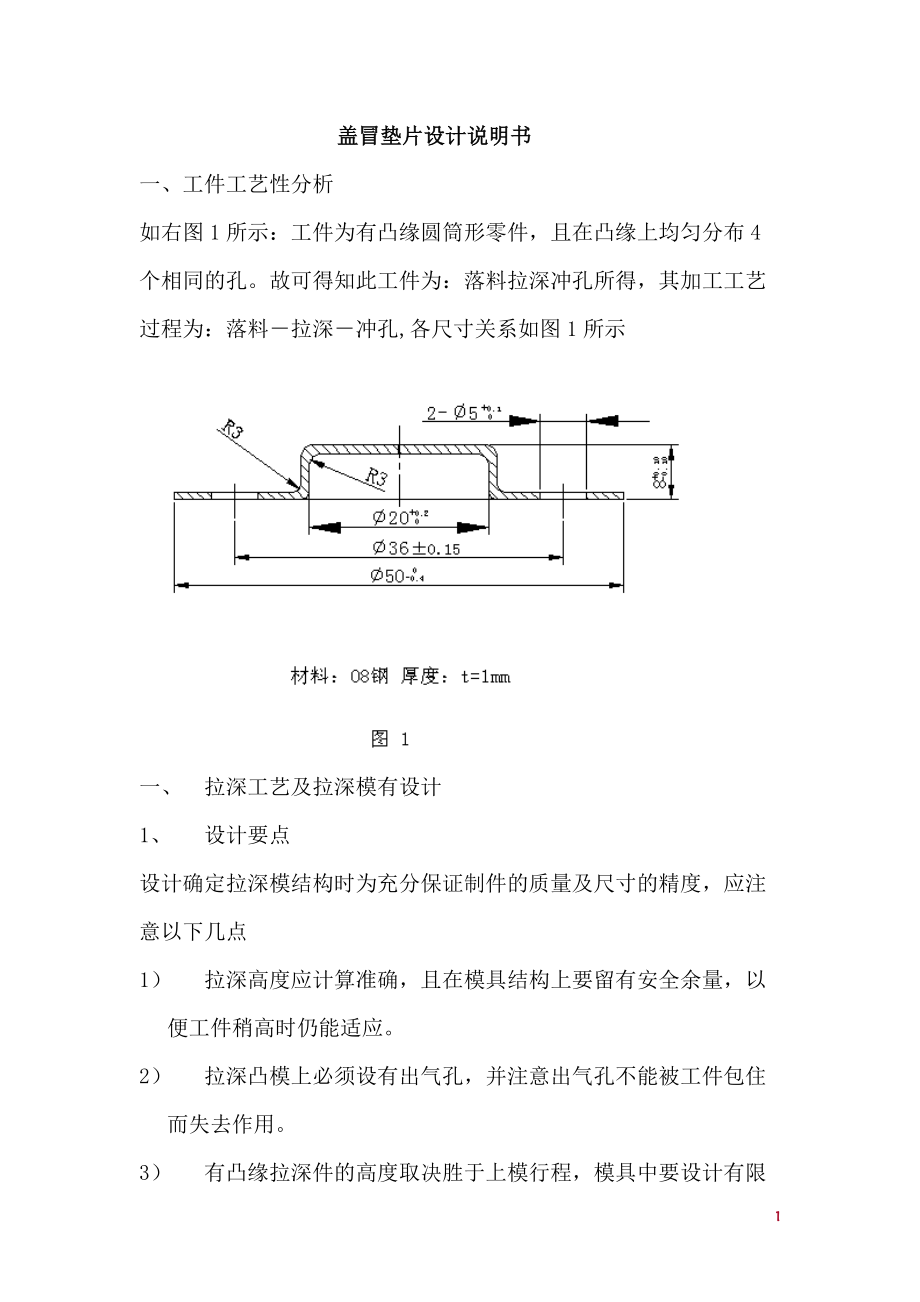
一、工件工藝性分析
如右圖1所示:工件為有凸緣圓筒形零件�����,且在凸緣上均勻分布4個(gè)相同的孔�����。故可得知此工件為:落料拉深沖孔所得����,其加工工藝過(guò)程為:落料-拉深-沖孔,各尺寸關(guān)系如圖1所示
一、 拉深工藝及拉深模有設(shè)計(jì)
1����、 設(shè)計(jì)要點(diǎn)
設(shè)計(jì)確定拉深模結(jié)構(gòu)時(shí)為充分保證制件的質(zhì)量及尺寸的精度,應(yīng)注意以下幾點(diǎn)
1) 拉深高度應(yīng)計(jì)算準(zhǔn)確��,且在模具結(jié)構(gòu)上要留有安全余量��,以便工件稍高時(shí)仍能適應(yīng)���。
2) 拉深凸模上必須設(shè)有出氣孔����,并注意出氣孔不能被工件包住而失去作用�����。
3) 有凸緣拉深件的高度取決勝于上模行程���,模具中要設(shè)計(jì)有限程器����,以便于
2���、模具調(diào)整����。
4) 對(duì)稱(chēng)工件的模架要明顯不對(duì)稱(chēng)�����,以防止上�����、下模位置裝錯(cuò),非旋轉(zhuǎn)工件的凸��、凹模裝配位置必須準(zhǔn)確可行����,發(fā)防松動(dòng)后發(fā)生旋轉(zhuǎn),偏移而影響工件質(zhì)量���,甚至損壞模具��。
5) 對(duì)于形狀復(fù)雜���,需經(jīng)過(guò)多次拉深的零件,需先做拉深模�,經(jīng)試壓確定合適的毛坯形狀和尺寸后再做落料模,并在拉深模上按已定形的毛坯���,設(shè)計(jì)安裝定位裝置。
6) 彈性壓料設(shè)備必須有限位器���,防止壓料力過(guò)大�。
7) 模具結(jié)構(gòu)及材料要和制件批量相適應(yīng)。
8) 模架和模具零件�,要盡是使用標(biāo)準(zhǔn)化����。
9) 放入和取出工件�����,必須方便安全�����。
2�����、 有凸緣圓筒形件的拉深方法及工藝計(jì)算
有凸緣筒形件的拉深原理與一般圓筒形件是相同的�����,但由于帶
3�����、有凸緣�����,其拉深方法及計(jì)算方法與一般圓筒形件有一定差別。
1) 在凸緣拉深件可以看成是一般圓筒形件在拉深未結(jié)束時(shí)的半成品����,即只將毛坯外徑拉深到等于法蘭邊(即凸緣)直徑df時(shí)的拉深過(guò)程就結(jié)束�����。因此其變形區(qū)的壓力狀態(tài)和變形特點(diǎn)應(yīng)與圓筒形件相同���。
根據(jù)凸緣的相對(duì)直徑df/d比值同有凸緣筒形件可分為:窄凸緣筒形件(df/d=1.1~1.4)和寬凸緣筒形件(df/d>1.4)�����。顯然此工件df/d=50/21=2.38>1.4為寬凸緣筒形件��。下面著重對(duì)寬凸緣件的拉深進(jìn)行分析���,主要介紹其與直壁筒形件的不同點(diǎn)。
當(dāng)rp=rd=r時(shí)(圖2),寬凸緣件毛坯直徑的計(jì)算公式為:
4�����、 ?�。?)
根據(jù)拉深系數(shù)的定義寬凸緣件總拉深系數(shù)仍可表示為:
(2)
3����、 寬凸緣圓筒形件的工藝計(jì)算要點(diǎn)
1)毛坯尺寸的計(jì)算,毛坯尺寸的計(jì)算仍按等面積原理進(jìn)行���,參考無(wú)凸緣筒形件毛坯的計(jì)算方法計(jì)算�����,毛坯直徑的計(jì)算公式見(jiàn)式(1)����,其中df要考慮修邊余量��,其值可從《沖壓工藝與模具設(shè)計(jì)》表4.22中查得=1.6mm即df=50+1.6=51.6mm
則D==54.75mm
根據(jù)拉深系數(shù)的定義��,寬凸緣件總拉深系數(shù)仍可表示為:
M=
2)判斷工件是否一次拉成��,這只須比較工件實(shí)際所需的總拉深系數(shù)和h/d與凸緣件第一次拉深系數(shù)和極限拉深系數(shù)的相對(duì)高度即可���。
5��、m總>m1�����,當(dāng)1�����,h/d≤h1/d1時(shí)可以一次拉成�,工序計(jì)算到此結(jié)束�,否則應(yīng)進(jìn)行多次拉深。m總=0.38 h/d==0.33��。由《沖壓工藝與模具設(shè)計(jì)》表4.2.6查得此凸緣件的第一次拉深系數(shù)m1=0.37��。由表4.2.7查得此凸緣件的第一次拉深最大相對(duì)高度h1/d1=0.28~0.35之間�,可知m總>m1,h/d≤h1/d1可一次拉成�����。
4���、拉深凸模和凹模的間隙
拉深模間隙是指單面間隙�,間隙的大小對(duì)拉深力,拉深件的質(zhì)量����,拉深模的壽命都有影響,若c值大小�����,凸緣區(qū)變厚的材料通過(guò)間隙時(shí)����,校正和變形的阻力增加,與模具表面間的摩擦��,磨損嚴(yán)重���,使拉深力增加���,需件變薄嚴(yán)重,甚至拉破��,模具壽命降低����。間隙
6�����、小時(shí)得到的零件側(cè)壁平直而光滑�����,質(zhì)量較好�����,精度較高��。
間隙過(guò)大時(shí),對(duì)毛坯的校直和擠壓作用減小�,拉深力降低,模具的壽命提高����,但零件的質(zhì)量變差,沖出的零件側(cè)壁不直��。
因此拉深模的間隙值也應(yīng)合適���,確定c時(shí)要考慮壓邊狀況���,拉深次數(shù)和工件精度高�����。其原則是:即要考慮材料本身的公差���,又要考慮板料的增厚現(xiàn)象,間隙一般都比毛坯厚度略大一些���。不用壓邊圈時(shí)��,考慮到起皺的可能性取間隙值為:
C=(1~1.1)tmax
有壓邊圈時(shí)����,間隙數(shù)值也可按表4.6.3取值(《沖壓工藝與模具設(shè)計(jì)》)���,此工件的拉深間隙可取����,
C=1.1t=1.1mm
4�����、拉深凸模,凹模的尺寸及公差
工件的尺寸精度由末次拉深的凸��、凹模的尺
7���、寸及公差決定����,因此除最后一道拉深模的尺寸公差需要考慮外����,首次及中間各道次的模具尺寸公差和拉深半成品的尺寸公差沒(méi)有必要做嚴(yán)格限制。這是模具的尺寸只取等于毛坯的過(guò)渡尺寸即可��。此工件內(nèi)形尺寸公差有要求�����,故以凸模為基準(zhǔn)�,先定凸模尺寸考慮到凸?��;静荒p�,(其尺寸關(guān)系如圖3所示)以及工件的回彈情況��,凸模開(kāi)始尺寸不要取得過(guò)大。其值為:
Dp=(d+0.4Δ)-δp
凸模尺寸為:Dd=(d+0.4Δ+2C)+ δd
凸����、凹模的制造公差δp和δd可根據(jù)工件的公差來(lái)選定。工件公差為T(mén)T13級(jí)以上時(shí)δp和δd可按TT6~8級(jí)取�����,工件公差在IT14級(jí)以下時(shí)��,則δp和δd可按IT10級(jí)?��。?
Dp=(20+
8�、0.40.2)0-0.021=20.080-0.021mm
Dd=(d+0.4Δ+2c)0+d
=(20+0.40.2+21.1)0+d=22.280+0.021mm
5�、凹模圓角半徑rd
拉深時(shí),材料在經(jīng)過(guò)凹模圓角時(shí)不僅因?yàn)榘l(fā)生彎曲變形需要克服彎曲阻力�,還要克服因相對(duì)流動(dòng)引起的磨檫阻力,所以rd大小對(duì)拉伸工件的影響非常大�����。主要有以下影響:
1)拉伸力的大?�?����;2)拉伸件的質(zhì)量;3)拉伸模的壽命�����。rd小時(shí)材料對(duì)凹模的壓力增加�����,磨檫力增大���,磨損加劇�����,使磨具的壽命降低��。所以rd的值即不能太大���,也不能太小�。在生產(chǎn)上一般應(yīng)盡量避免采用過(guò)小圓角半徑,在保證工件質(zhì)量的前提下盡量取
9�、大值�����,以滿(mǎn)足模具壽命要求��。通?��?砂唇?jīng)驗(yàn)公式計(jì)算:
rd=
式中D為毛坯直徑或上道工序拉深件直徑;d為本道拉深后的直徑rd應(yīng)大于或等于2t��,若其值小于2t���,一般很難拉出����,只能靠拉深后整形得到所需零件�,故可取rd=2.5mm
6、凸模圓角半徑rp
凸模圓角半徑對(duì)拉深工序的影響沒(méi)有凹模圓角半徑大����,但其值也必須合格,一般首次拉深時(shí)凸模圓角半徑為rp=(0.7~1.0)rd
這里取rp =1.0rd=2.5mm
三����、沖裁工藝及沖裁模具的設(shè)計(jì)
1���、凸模與凹模刃口尺寸的計(jì)算
沖裁件的尺寸精度主要決定于模具刃口的尺寸精度。模具的合理間隙也要靠模具刃口尺寸制造精度來(lái)保證�����。正確確定模具刃口尺寸
10�、及其制造公差,是設(shè)計(jì)沖裁模的主要任務(wù)之一�����。從生產(chǎn)實(shí)踐可發(fā)現(xiàn):由于凸凹模之間存在間隙�,使落下的料或伸出的孔卻帶有錐度,且落料件的大端尺寸等于凹模尺寸���,沖孔件的小端尺寸等于凸模尺寸���;在測(cè)量于使用中,落料件以大端尺寸為基準(zhǔn)��,沖孔件以小端尺寸為基準(zhǔn)�����。
2���、凸��、凹模刃口尺寸的計(jì)算方法
由于加工模具的方法不同���,凸模與凹模刃口部分尺寸的計(jì)算公式與制造公差的標(biāo)注也不同,刃口尺寸的計(jì)算方法可分為以下兩種情況:凹模與凸模分開(kāi)加工���,凸模和凹模配合加工���,從此工件的結(jié)構(gòu)上分析,選擇凸模與凹模分開(kāi)加工的制造方法:采用這種方法�����,凸模和凹模分別按圖紙加工至尺寸����,要分別標(biāo)注凸模和凹模的刃口尺寸及制造公差(凸模δp、凹模δd
11�、),適用于圓形或簡(jiǎn)單形狀的制件。為了保證初始間隙值小于最大合理間隙2Cmax�����,必須滿(mǎn)足下列條件:
或?��。?
也就是說(shuō)�,新制造模具應(yīng)該是��,否則制造的模具部隙已超過(guò)允許變動(dòng)范圍2Cmin~2Cmax,影響模具的使作壽命�。
下面對(duì)落料和沖孔兩咱情況分別進(jìn)行討論。
1) 落料
高工件的尺寸為D-0Δ���,根據(jù)計(jì)算原則�����,落料時(shí)以凹模為設(shè)計(jì)基準(zhǔn)�����。首先確定凹模尺寸�����,凹模的基本尺寸接近或等于制件輪廓的最小極限尺寸���,再減小凸模尺寸以保證最小合理間隙值2Cmin����。
名部分分配位置如圖5(a)所示���。其計(jì)算公式如下
(3)
12�、 (4)
代入數(shù)據(jù)得
校核;由此可知�����,只有縮小��、��,提高制造精度��,才保證間隙在合理范圍內(nèi)�����,此時(shí)可取、�����,放得:
2)沖孔
設(shè)沖孔尺寸為�,根居以上原則,沖孔時(shí)以凸模設(shè)計(jì)為基準(zhǔn)����,首先確定凸模刃口尺寸,使凸?���;境叽缃咏虻扔诠ぜ椎淖畲髽O限尺寸,再增大凹模尺寸���,凸模制造偏差為負(fù)偏差���,凹模取正偏差,名部分分配位置如圖5.b所示�����,其計(jì)算公式如下:
在同一工步制件上沖出兩個(gè)以上孔時(shí)����,凹模型孔中心距Ld按下式確定:
代入數(shù)據(jù)
校核
孔距尺寸:
3)凹模洞的類(lèi)形
常用凹模洞口的類(lèi)形如圖6所示:
13����、 圖 6
其中圖a����、b、c為直筒式刃的凹模�����,其特點(diǎn)是制造方便�,刃口強(qiáng)度高���,刃磨后工作部分尺寸不變����,廣泛用于沖裁公差要求較小�����,形狀復(fù)雜的精密制件�����。但因廢料(或制件的聚集而增大了推件力和凹模的脹裂力,給凸�����、凹模的強(qiáng)度都帶來(lái)了不利的影響�����。一般復(fù)合模上出件的沖裁模用圖a���、c型����,下出件的沖裁模用圖b或圖a型�,圖d、e型是錐筒式刃口�,在凹模內(nèi)不聚集材料,側(cè)壁磨損小�,但刃口強(qiáng)度差,刃磨后刃口徑向尺寸略有增大(如α=300時(shí)�,刃磨0.1mm時(shí),其尺寸增大0.0017mm
凹模錐角α��,后角β和洞高度h,均隨制件材料厚度增加而增大�,一般取α=15'~30' β=20'~30' h=4-10
14、mm綜上所述及其對(duì)工件孔分析����,選擇B型凹模洞口,取h=6mm β=20'
4)凹模的外形尺寸
凹模的外形一般有矩形與圓形兩種����。凹模的外形尺寸應(yīng)保證凹模有足夠的強(qiáng)度,剛度和修磨量�,凹模的外形尺寸一般是根據(jù)被沖材料的厚度和沖裁件的最大外形尺寸來(lái)確定的如圖7所示
凹模的厚度為:
1+ kb (≥15)
凹模壁厚度為c=(1.5~2)H (≥30~40mm)
式中b為沖裁件的最大外形尺寸;K為系數(shù),是考慮板料厚度影響的系數(shù)可以《沖壓工藝與模具設(shè)計(jì)》表2.8.2中查得代入數(shù)據(jù)可得沖孔凹模
H=15mm c=30mm
落料
15�、凹模H=0.3554.75=20mm c=40mm
四��、模具的其它零件
1����、模具除簡(jiǎn)單沖模外,一般沖模多利用模架的結(jié)構(gòu)����。模架的和種類(lèi)很多,要根據(jù)模具的精度要求�,模具的類(lèi)別�����,模具的大小選擇合適的模架.
模架的選擇可從《實(shí)用模具技術(shù)手冊(cè)》P192頁(yè)選擇標(biāo)準(zhǔn)架��。根據(jù)查閱的內(nèi)容及分析���,此復(fù)合模可選用后側(cè)導(dǎo)柱模架導(dǎo)��、導(dǎo)柱安裝在后側(cè)�,有偏心裁荷時(shí)容易歪斜,滑動(dòng)不夠平穩(wěn)���,可從左右前三個(gè)方向關(guān)料操作比較方便�����。常用于一般要求的小型工件的沖裁和拉深模����。所選模架的結(jié)構(gòu)及尺寸關(guān)系如圖8所示:
L =250mm B=160mm 上模座:25016045 下模座25016050
16�����、導(dǎo)柱,32190 導(dǎo)套 3210543 Hmax=210 Hmin=170mm 其余尺寸見(jiàn)上下模座零件圖����,可以《沖壓手冊(cè)》沖壓模具常用標(biāo)準(zhǔn)件選擇。
2.模柄
模柄有多種形式�,要根據(jù)模具的結(jié)構(gòu)特點(diǎn),選用模柄的形式模柄的直徑根據(jù)所選壓力機(jī)的模柄孔徑確定����,模柄可根據(jù)《實(shí)用模具技術(shù)手冊(cè)》P201頁(yè)選擇,經(jīng)查閱各種
模柄的特點(diǎn)���,選用壓入式模柄��,這種模柄應(yīng)用比較廣泛壓入模柄的結(jié)構(gòu)和尺寸�,可參表11-10制造����,表中B型模柄中間有孔可按裝打料桿���,用壓力機(jī)的打料模桿進(jìn)行打料�����,模柄的結(jié)構(gòu)及尺寸關(guān)系如圖9所示�。
17、 圖 9
d=30
D=32
D1=42mm
h=78mm
h2=30mm
h1=5mm
b=2mm
a=0.5mm
d1(H7)=6+0.0120
d2=11mm
3���、卸料板
卸料板的主要作用是將沖壓的料從凸?��;蛲埂寄I贤葡聛?lái)�����,此外在進(jìn)模比較復(fù)雜的模具中�,卸料板還具有保護(hù)小凸模作用,常用的卸料板結(jié)構(gòu)形式及適用范圍見(jiàn)表11-24和第八章級(jí)進(jìn)模表8-10《實(shí)用模具技術(shù)手冊(cè)》卸料板的尺寸可根據(jù)《實(shí)用模具技術(shù)手冊(cè)》表11-25查得����,本模具選用彈壓式卸料板。卸料板的結(jié)構(gòu)與尺寸關(guān)系如圖10所示��,
ho'=16mm
B=150mm
C'=(0.1~0
18�、.2)t=0.2mm)
4.彈頂和推出裝置
彈頂裝置由彈簧元件組成裝于模具的下面通過(guò)頂桿起到推料的作用,彈頂裝置通常在壓力機(jī)的工作臺(tái)孔中����,彈頂裝置結(jié)構(gòu)形式見(jiàn)表11-26《實(shí)用模具技術(shù)手冊(cè)》����,具體結(jié)構(gòu)及尺寸見(jiàn)裝配圖及零件圖所示����,見(jiàn)圖表(10)設(shè)計(jì)模具時(shí)選用標(biāo)準(zhǔn)的彈簧。已知沖裁時(shí)卸料為 FQ=3.8 可選圓鋼絲螺壓縮彈簧�����,由表11-28查得d=8.0mm D2=50mm F=1990N. Dmax=38mm
Dmin=62mm; 節(jié)距P=14.9mm
5��、導(dǎo)向裝置(導(dǎo)柱 導(dǎo)套)
導(dǎo)向裝置指得是模架上的導(dǎo)柱����、導(dǎo)套。模具在開(kāi)模��,閉模過(guò)程中�����,導(dǎo)柱和導(dǎo)套起導(dǎo)向的作用
19����、,使得凸凹模正確的閉合��,故此����,導(dǎo)柱、導(dǎo)套需要有嚴(yán)格的配合精度及尺寸要求�,導(dǎo)柱、導(dǎo)套的選擇可以《沖壓手冊(cè)》中選取���,(取H7/h6配合)
如圖11 a導(dǎo)柱的具體尺寸為:
d=32 L=190mm
導(dǎo)套的具體尺寸為(圖11 .b)
圖11
D=32
D(r6)=45
L=105mm
h=43mm
L=25mm
油槽數(shù)為2
b=3�����;a=1
6�����、固定零件(固定板�、墊板)
1)墊板的作用是承受凸模和凹模的壓力�����,防止過(guò)大的沖壓,在上下模座上壓出凹坑����,影響模具的正常工作,墊板厚度根據(jù)壓力機(jī)的大小選擇��,一般取5-12mm����,外
20、形與固定板相同�,材料45鋼,熱處理后硬度為45-48HRC���,如圖12a .b所示:
墊板在模具中的受力情況
2)固定板 固定板的作用起固定凸���、凹模,防止其在沖壓過(guò)程中松動(dòng)���,造成模具的損壞�,固定板的形狀要根據(jù)凸�、凹模而定,而外形尺寸與墊板相似��。固定板和具體形狀尺寸見(jiàn)零件圖所示。
7�����、連接零件
此類(lèi)零件包括螺釘�、銷(xiāo)釘?shù)?���,主要作用是?lián)接其它零部伯,使之共同完成工件的制造�,螺釘和銷(xiāo)釘可由《沖壓手冊(cè)》第十章、第七���、八章查選���,形狀及尺寸見(jiàn)七、八節(jié)圖所示現(xiàn)選螺釘M12 圓柱銷(xiāo) d=8�,則沖壓模上有關(guān)螺釘孔的尺寸見(jiàn)表10-28《沖壓手冊(cè)》D=27 d=17.5
卸料螺釘選M16,具體尺寸見(jiàn)
21�、表10-29《沖壓手冊(cè)》
五、壓力機(jī)的選擇
壓力機(jī)的選擇要考慮�����,沖裁力、拉深力以及卸料力��、推件力���、頂件力���,壓力機(jī)的總噸位應(yīng)大于等以上所有力之和1.3倍,普通刃沖裁模���,其沖裁力FP一般可按下式計(jì)算���。
FP= KPtLτ
式中τ為材料的抗剪強(qiáng)度,L為沖裁周邊總長(zhǎng)(mm),t為材料厚度����,系數(shù)KP是考慮到?jīng)_裁模刃口的磨損,凸模與凹模間隙的波動(dòng)(數(shù)值的變化或分布不均勻)
潤(rùn)滑情況���,材料力學(xué)性能與厚度公差的變化等因素而設(shè)置的安全系數(shù)�����,一般取1.3�����,當(dāng)查不到強(qiáng)度τ時(shí)�����,可用強(qiáng)度�,σb代替��,而取KP=1的近似計(jì)算法計(jì)算�����,材料鋼的強(qiáng)度可以《沖壓工藝與模具設(shè)計(jì)》表1.4.1查得τ=260MPa~360MP
22��、a�����。 現(xiàn)取τ=340MPa
FP1=1.313.1454.75340=76KN
FP2=1.313.145340=7KN
影響卸料力�����、推料力和頂件力的因素很多�����,要精確的計(jì)算出很困難,在實(shí)際生產(chǎn)采用經(jīng)驗(yàn)公式計(jì)算:
卸料力:FQ=KFp
推料力:FQ1=nK1Fp
頂件力:FQ2=K2Fp
式中:
卸料力系數(shù)��,其值為 0.02~0.06 (薄料取大值����,厚料取小值)
推件力系數(shù),其值為0.03~0.07 (薄料取大值����,厚料取小值)
頂件力系數(shù),其值為0.04~0.08 (薄料取大值�,厚料取小值)
n為梗塞在凹模內(nèi)的制件或廢料數(shù)量,n=h/t��,h為直刃口部
23�����、分的高���,t為材料的厚度���,h取4~10mm , 現(xiàn)取h=6mm
本模具中只有卸料力和推件力即可則:
FQ=0.0576=3.8KN
FQ1=6/10.067=2.52KN
2)拉深力
理論計(jì)算拉深力可以推導(dǎo)����,但它使用不便���,生產(chǎn)中常利用經(jīng)驗(yàn)公式計(jì)算拉深力���,第次拉深(一次拉深成形時(shí))
F1=πd1tσbk1
式中σb為材料的抗拉強(qiáng)度,K1為系數(shù)�,查表4.5.4(《沖壓工藝與模具設(shè)計(jì)》)代入數(shù)據(jù)可得F1=3.142113901=25.7KN
壓邊力: FQ=0.2525.7=6.4KM
卸料力: FQ==KF=0.0425.7=1.02KN
綜上所述:F總=76+7+
24、3.8+2.25+25.7+6.4+1.02=123KN
F壓力=1.3 F總=1.3123=160 KN
由《實(shí)用模具技術(shù)手冊(cè)》P22頁(yè)���,應(yīng)用壓力機(jī)的選擇查表2-3可選擇J23—16型壓力機(jī),其參數(shù)可參考表2—3
六��、 主要組件的裝配
1.模柄的裝配���,因?yàn)樗灸>叩哪1菑囊陨夏W南露蛏蠅喝氲?�,所以在安裝凸模固定板和墊板之前����,應(yīng)先把模柄裝好。
模柄與上模座的配合要求是H7/m6.裝配時(shí)��,先在壓力機(jī)上將模柄壓入���,再加工定儉銷(xiāo)孔或螺紋孔�。然后把模柄端面突出部分銼平或磨平���,安裝好模柄后�,用角尺檢查模柄與上模座上平面的垂有度���。
2�����、凸模和裝配����,凸模與固定板的配合要求為H7/m6.�����。裝
25�����、配時(shí),先在壓力機(jī)上將凸模固定板內(nèi)�����,檢查凸模的垂直度�,然后將固定板的上平面與凸模尾部一起磨平,為了保持凸模刀口鋒利還應(yīng)將凸模的端面磨平���。
3�����、彈壓卸料板的裝配�����,彈壓卸料板起壓料和卸料的作用。裝配的保證它與凸模之間具有適當(dāng)?shù)拈g隙���,其裝配方法是��,將彈壓卸料板 裝入固定板的凸模內(nèi)�����,在固定板與卸料板之間墊上平行墊塊�����,并用平等夾板將它們夾緊���,然后按卸料板上的螺孔在固定板上抽窩����,拆開(kāi)后鉆固定板上的螺釘穿過(guò)孔��。
4�、模架的技術(shù)要求及裝配
組成模架的各零件均應(yīng)符合相應(yīng)的技術(shù)條件,其中特別重要的是每對(duì)導(dǎo)柱����,導(dǎo)套的配合間隙應(yīng)符合要求�。
裝配成套的模架�����,多項(xiàng)技術(shù)指標(biāo)(上模座上平面對(duì)下模座下平面的平行度)導(dǎo)
26���、柱軸心線(xiàn)對(duì)下模座下平面的垂直度和導(dǎo)套孔軸心線(xiàn)對(duì)上模座下面垂直度)應(yīng)符合相應(yīng)精度等級(jí)要求����。
裝配后的模架,上模座沿導(dǎo)柱上�����、下移動(dòng)平穩(wěn)無(wú)阻滯現(xiàn)象�,
壓入上、下模座的導(dǎo)柱導(dǎo)柱離其它裝表面應(yīng)有1—2mm距離��,壓入后就牢固��。裝配成套的模架�,各零件的工作表不應(yīng)有碰傷,裂 以及其它機(jī)械損傷
模架的裝配主要指導(dǎo)柱導(dǎo)套的裝配����,目前大多數(shù)導(dǎo)柱,導(dǎo)套與模座之間采用過(guò)盈配合���,但也有少數(shù)采用粘 工藝的,即將上下模座孔擴(kuò)大�,降低其加工要求�����,同時(shí)將導(dǎo)柱�����、導(dǎo)套之間冷入粘結(jié)劑����,即可使用導(dǎo)柱��,導(dǎo)套固定����,滑動(dòng)導(dǎo)向模架常用的裝配工藝和檢驗(yàn)方法有壓入導(dǎo)套、壓入導(dǎo)套安�����、裝導(dǎo)套�����。
七����、模具的工作過(guò)程
本模具是一套倒裝的落料拉深沖孔的復(fù)合模�����。前后送料����,擋料銷(xiāo)19限位���,導(dǎo)向銷(xiāo)20導(dǎo)正��。上模下行凸凹模11與拉深凹模18接觸進(jìn)行拉深���,工件成型后,上模上行���,打桿1推動(dòng)打板12把工件從凸凹模11中打出���。落料廢料有彈簧8推動(dòng)卸料板10推出。
八�、參考文獻(xiàn)
《沖壓手冊(cè)》,《實(shí)用模具技術(shù)手冊(cè)》,《沖壓工藝與模具設(shè)計(jì)》�,公差配合與測(cè)量技術(shù)》�,《模具制造技術(shù)》等。
22
 墊片少?gòu)U料模具設(shè)計(jì)
墊片少?gòu)U料模具設(shè)計(jì)