《U形彎曲件沖壓模具設(shè)計(jì)畢業(yè)論文》由會(huì)員分享�,可在線(xiàn)閱讀,更多相關(guān)《U形彎曲件沖壓模具設(shè)計(jì)畢業(yè)論文(11頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1���、
U形彎曲件沖壓模具設(shè)計(jì)
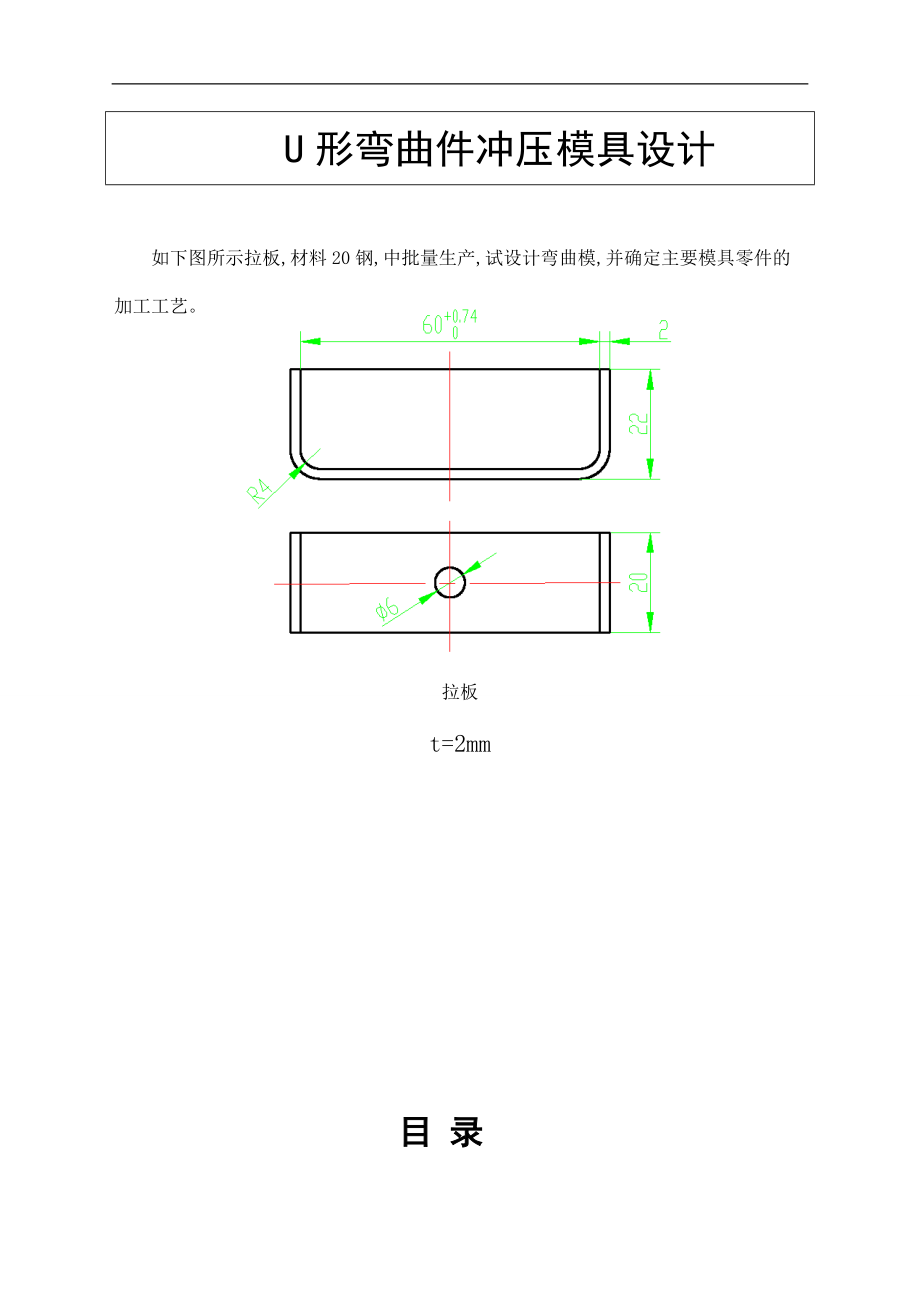
如下圖所示拉板,材料20鋼,中批量生產(chǎn),試設(shè)計(jì)彎曲模,并確定主要模具零件的加工工藝��。
拉板
t=2mm
目 錄
目 錄 - 3 -
第一章 沖壓零件的工藝性分析 - 4 -
一��、 工序類(lèi)型 - 4 -
二���、 零件工藝性能 - 4 -
三、 零件工藝結(jié)構(gòu) - 4 -
第二章 毛坯展開(kāi)長(zhǎng)度的確定 - 5 -
一��、 圓弧部分長(zhǎng)度: - 5 -
二�、 垂直部分的直線(xiàn)長(zhǎng)度: - 5 -
三、 底部的直線(xiàn)長(zhǎng)度為: - 5 -
四�、 故毛坯展開(kāi)長(zhǎng)度為: - 6 -
第三章彎曲力
2��、的計(jì)算 - 6 -
第四章壓力機(jī)的選擇 - 7 -
結(jié) 論 - 10 -
參考文獻(xiàn) - 12 -
致 謝 - 13 -
第一章 沖壓零件的工藝性分析
1��、 工序類(lèi)型
根據(jù)零件的結(jié)構(gòu)形狀及批量要求,綜合可得,可采用落料—沖孔��、彎曲兩道工序沖壓成型,然而根據(jù)本次畢業(yè)設(shè)計(jì)要求及結(jié)合設(shè)計(jì)實(shí)際情況��,對(duì)于此設(shè)計(jì)只考慮彎曲工序��。
2�����、 零件工藝性能
由設(shè)計(jì)要求可知該零件材料為20鋼�,查《沖壓模具設(shè)計(jì)與制造》(表1—3)可知,其(抗剪強(qiáng)度)���,(抗拉強(qiáng)度)���,(屈服點(diǎn)),(伸長(zhǎng)率)�,(彈性模量),其彎曲性能良好�。
3�、 零件工藝結(jié)構(gòu)
所需零件為U形件�����,結(jié)構(gòu)簡(jiǎn)單
3��、對(duì)稱(chēng)�����,內(nèi)形尺寸的精度查《沖壓模設(shè)計(jì)導(dǎo)》(附表2)得IT14��,其余尺寸為自由尺寸�����,故尺寸精度完全符合彎曲精度等級(jí)要求���。且零件的相對(duì)圓角半徑��,回彈量小�,同時(shí)
查《沖壓模具設(shè)計(jì)與制造》(表4—3)
,不會(huì)彎裂���,滿(mǎn)足彎曲變形程度的要求����,另外利用彎曲坯料上的孔還可以防止彎曲時(shí)坯料產(chǎn)生的偏移。因此���,該零件滿(mǎn)足彎曲工藝性要求���,且一次成型彎曲工藝性較好。
第二章 毛坯展開(kāi)長(zhǎng)度的確定
毛坯長(zhǎng)度按零件中性層計(jì)算�。兩段圓弧的中性層位移系數(shù)根據(jù)查《沖壓模具設(shè)計(jì)與制造》(表4—8)得x=0.38 ,故中性層曲率半徑為:
1�����、 圓弧部分長(zhǎng)度:
2����、 垂直部分的直線(xiàn)
4、長(zhǎng)度:
3�、 底部的直線(xiàn)長(zhǎng)度為:
4、 故毛坯展開(kāi)長(zhǎng)度為:
經(jīng)過(guò)計(jì)算�����,展開(kāi)長(zhǎng)度初步確定為L(zhǎng)Z=95mm,精度確定需在試模后再進(jìn)行修正����。
第三章 彎曲力的計(jì)算
為了保證彎曲件在一次彎曲過(guò)程中即可得到彎曲件內(nèi)形尺寸精度,故采用校正彎曲���。查《沖壓模具設(shè)計(jì)與制造》(表4—13),取q=60MPa����。則校正彎曲力為:
第四章 壓力機(jī)的選擇
根據(jù)沖壓力的要求,取壓力機(jī)的公稱(chēng)壓力P=(1.1~1.3)(F校+FD)=107.8~127.4(KN)�����,考慮模具的安裝與操作�����,查《沖壓模具設(shè)計(jì)與制造》(表1—7)����,可選用JB23—2
5、5開(kāi)式雙柱可傾式壓力機(jī)�����。
型號(hào)
J23-6.3
J23-10
J23-16
JB23-25
JC23-35
JG23-40
JB23-63
J23-80
J23-100
J23-125
公稱(chēng)壓力/KN
63
100
160
250
350
400
630
800
1000
1250
滑塊行程/mm
35
45
55
65
80
100
100
130
130
145
滑塊行程次數(shù)/(次/min)
170
145
120
55
50
80
40
45
38
38
最大閉合高度/mm
150
180
2
6、20
270
280
300
400
380
480
480
閉合高度調(diào)節(jié)量/mm
35
35
45
55
60
80
80
90
100
110
滑塊中心線(xiàn)至床身距離/mm
110
130
160
200
205
220
310
290
380
380
立柱距離/mm
150
180
220
270
300
300
420
380
530
530
工作臺(tái)尺寸/mm
前后
200
240
300
370
380
420
570
540
710
710
左右
310
370
450
7��、560
610
630
860
800
1080
1080
工作臺(tái)孔尺寸/mm
前后
110
130
160
200
200
150
310
230
380
340
左右
160
200
240
290
290
300
450
360
560
500
直徑
140
170
210
260
260
200
400
280
500
450
墊板尺寸/mm
厚度
30
35
40
50
60
80
80
100
100
100
直徑
150
200
250
模
8��、柄孔尺寸/mm
直徑
30
30
40
40
50
50
50
60
60
60
深度
55
55
60
60
70
70
70
80
75
80
滑塊底面尺寸/mm
前后
190
230
360
350
360
左右
210
300
400
370
430
床身最大可傾角
45
35
35
30
20
30
25
30
30
25
第5章 彎曲模工作部分尺寸的確定
1����、 凸模圓角半徑r p
因r/t=4/2=2<5~8
故r p=r=4mm
9、
2����、 凹模圓角半徑rd
因凹模圓角半徑的大小對(duì)彎曲變形力、模具壽命����、彎曲件質(zhì)量均有影響�,且根據(jù)材料的厚度,有t≤2mm時(shí)�����,rd=(3~6)t
故��,
3�、 凹模深度h0
因只是單純U形件彎曲模,且彎邊高度不大,為使彎曲件兩邊平直��,取凹模深度大于彎曲件的高度���。查《沖壓模具設(shè)計(jì)與制造》(表4—15)�����,取h0=4mm
4��、 凸��、凹模間隙Z
查《沖壓模具設(shè)計(jì)與制造》(表4—17)�,取間隙系數(shù)c=0.05同理����,查(表1—4)得板厚上偏差為+0.15,故
5���、 彎曲凸����、凹模橫向尺寸及公差
彎曲件標(biāo)注內(nèi)形尺寸���,故應(yīng)以凸模為基準(zhǔn)件����,間隙取在凹模上。凸模的制造精度按IT8確定�����,凹模的
10��、制造精度按IT9確定�。其計(jì)算結(jié)果如下:
1. 凸模尺寸
③ 《沖壓模具設(shè)計(jì)與制造》(附表2)
2. 凹模尺寸
③
第六章 模具結(jié)構(gòu)設(shè)計(jì)
根據(jù)彎曲件特點(diǎn)及上述分析與計(jì)算要求,設(shè)計(jì)的彎曲模具結(jié)構(gòu)圖如(6—1)所示:
第七章 模具結(jié)構(gòu)設(shè)計(jì)
彎曲凸模及凹模零件圖分別如圖(5—1)和圖(5—2)所示:
結(jié) 論
增值稅轉(zhuǎn)型是力度大�、影響廣、長(zhǎng)期存續(xù)的利好���。對(duì)于提升經(jīng)濟(jì)��、股市和民眾信心具有重要作用。但是�����,在對(duì)增值稅轉(zhuǎn)型改革全面推開(kāi)的深刻意義給予積極的高度評(píng)價(jià)之后����,我們也冷靜地看到����,這項(xiàng)改革對(duì)
11���、于企業(yè)所產(chǎn)生的實(shí)際作用仍需在推出后進(jìn)一步觀察才能加以證實(shí)�。企業(yè)的經(jīng)營(yíng)狀況還將取決于宏觀經(jīng)濟(jì)形勢(shì)和市場(chǎng)的繁榮程度�,增值稅轉(zhuǎn)型改革對(duì)于不同類(lèi)型企業(yè)所產(chǎn)生的作用也是不同的。我們不能奢望增值稅轉(zhuǎn)型改革一經(jīng)全面推開(kāi)����,就會(huì)在促進(jìn)經(jīng)濟(jì)增長(zhǎng)方面收到立竿見(jiàn)影的效果。與此同時(shí)����,還要警惕并防止部分行業(yè)在增值稅轉(zhuǎn)型改革全面推開(kāi)后再次出現(xiàn)過(guò)熱現(xiàn)象。
作為中國(guó)第一大稅種�����,轉(zhuǎn)型本身絕非增值稅改革的終結(jié)���。通過(guò)進(jìn)一步改革使得增值稅充分發(fā)揮其特有優(yōu)勢(shì)�����,真正做到全覆蓋��、全鏈條���、全抵扣�����,并加快推動(dòng)中國(guó)稅收立法進(jìn)程是一個(gè)更大的命題�。
參考文獻(xiàn)
[1] 徐政坤主編.沖壓模具設(shè)計(jì)與制造.北京:機(jī)械工業(yè)出版社�����,2009年6月.
12����、
[2] 王立人,張輝主編.沖壓模設(shè)計(jì)指導(dǎo).北京:北京理工大學(xué)出版社,2009年8月.
[3] 于長(zhǎng)春.關(guān)于制定增值稅會(huì)計(jì)準(zhǔn)則的探討[J].稅務(wù)與經(jīng)濟(jì),2000.5.
[4]戴德明,張妍,何玉潤(rùn).我國(guó)會(huì)計(jì)制度與稅收法規(guī)的協(xié)作研究——基于稅會(huì)關(guān)系模式與二者差異的分析[J].會(huì)計(jì)研究,2005.1.
[4]胡曉東.增值稅會(huì)計(jì)中實(shí)行權(quán)責(zé)發(fā)生制探討[J].中南民族大學(xué)學(xué)報(bào)(人文社科版),2005.5
[5] 吳東霞.對(duì)修訂后增值稅暫行條例的幾點(diǎn)體會(huì)[J].交通財(cái)會(huì)����,2009(2):87-88.
[6]閏瑋 我國(guó)行增值稅制轉(zhuǎn)型分析[1]山東經(jīng)濟(jì)��,2004(1)
 U形彎曲件沖壓模具設(shè)計(jì)畢業(yè)論文
U形彎曲件沖壓模具設(shè)計(jì)畢業(yè)論文