《杠桿類零件加工工藝規(guī)程及夾具設(shè)計(jì)說(shuō)明書》由會(huì)員分享���,可在線閱讀�,更多相關(guān)《杠桿類零件加工工藝規(guī)程及夾具設(shè)計(jì)說(shuō)明書(10頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、資料內(nèi)容僅供您學(xué)習(xí)參考�����,如有不當(dāng)或者侵權(quán),請(qǐng)聯(lián)系改正或者刪除��。
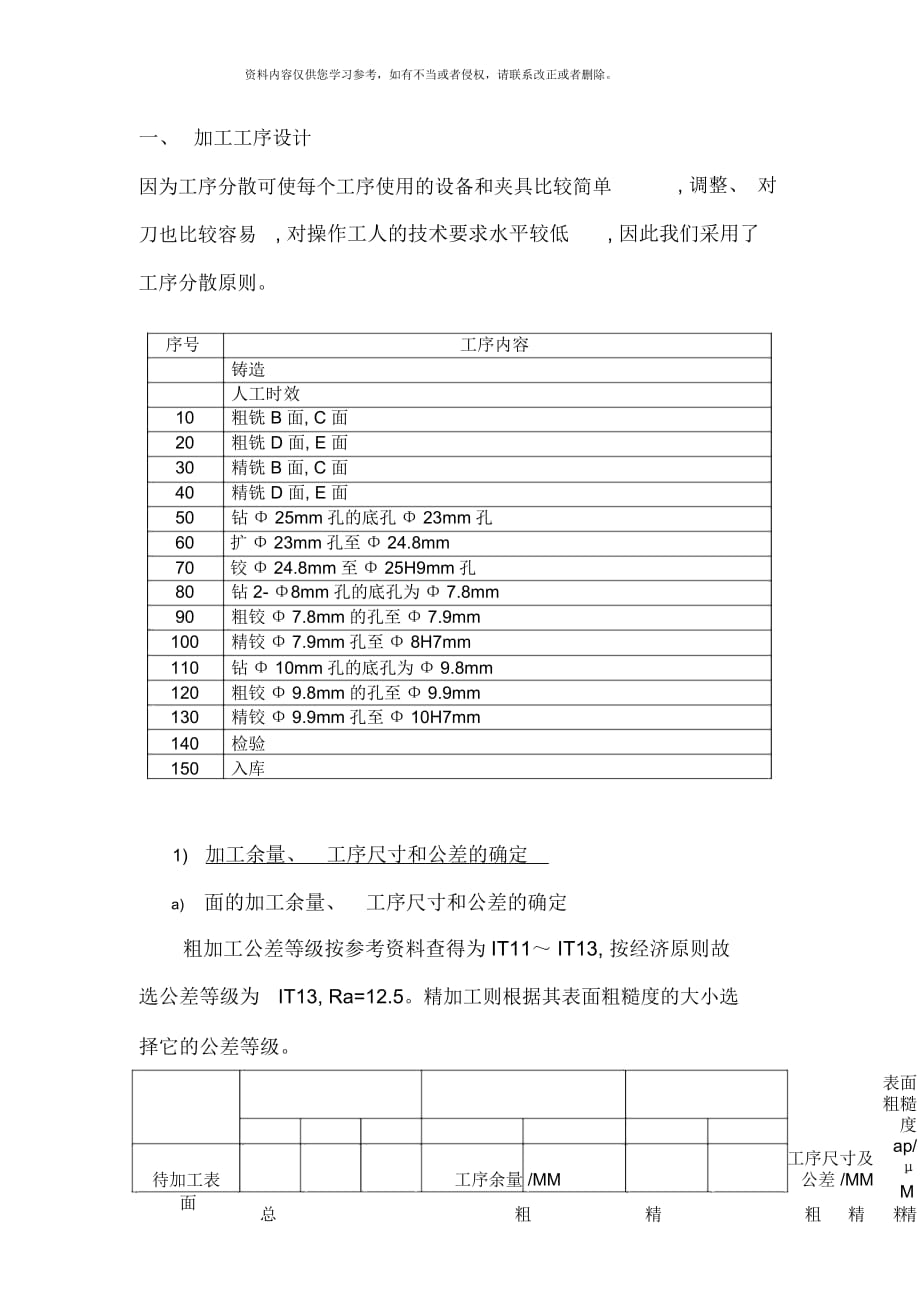
一�、 加工工序設(shè)計(jì)
因?yàn)楣ば蚍稚⒖墒姑總€(gè)工序使用的設(shè)備和夾具比較簡(jiǎn)單
�
, 調(diào)整、 對(duì)
刀也比較容易
�
, 對(duì)操作工人的技術(shù)要求水平較低
�
, 因此我們采用了
工序分散原則���。
序號(hào) 工序內(nèi)容
鑄造
人工時(shí)效
10 粗銑 B 面, C 面
20 粗銑 D 面, E 面
30 精銑 B 面, C 面
40 精銑 D 面, E 面
50 鉆Φ 25mm孔的底孔Φ 23mm孔
2����、60 擴(kuò)Φ 23mm孔至Φ 24.8mm
70 鉸Φ 24.8mm至Φ 25H9mm孔
80 鉆 2- Φ8mm孔的底孔為Φ 7.8mm
90 粗鉸Φ 7.8mm的孔至Φ 7.9mm
100 精鉸Φ 7.9mm孔至Φ 8H7mm
110 鉆Φ 10mm孔的底孔為Φ 9.8mm
120 粗鉸Φ 9.8mm的孔至Φ 9.9mm
130 精鉸Φ 9.9mm孔至Φ 10H7mm
140 檢驗(yàn)
150 入庫(kù)
1) 加工余量���、 工序尺寸和公差的確定
a) 面的加工余量�、 工序尺寸和公差的確定
粗加工公差
3�����、等級(jí)按參考資料查得為IT11~ IT13, 按經(jīng)濟(jì)原則故
選公差等級(jí)為 IT13, Ra=12.5�。精加工則根據(jù)其表面粗糙度的大小選
擇它的公差等級(jí)。
待加工表
工序余量 /MM
工序尺寸及公差 /MM
表面粗糙度 ap/ μ
M
面
總
粗
精
粗
精
粗
精
B
3.0
2.3
0.7
57.7
54.70
0.46
12.5
3.2
資料內(nèi)容僅供您學(xué)習(xí)參考�����,如有不當(dāng)或者侵權(quán)�,請(qǐng)聯(lián)系改正或者刪除�����。
D
3.0
2.3
0.7
4��、
55.40
0.46
54 0
0.46
12.5
6.3
C
3.0
2.3
0.7
58.7
58 0
���。
12.5
6.3
0 74
E
3.0
2.3
0.7
1.7
110
0.43
12.5
6.3
1
b) 孔加工余量、 工序尺寸和公差的確定
根據(jù)經(jīng)濟(jì)性原則 , 故粗加工工差等級(jí)選擇為 13 級(jí) ( IT13) ,
半精加工公差等級(jí)選擇為 11 級(jí) , 精加工則按照各孔的表面粗糙
度選擇����。 ( 注 : 下表中Φ 25 粗鉸則表示
5����、擴(kuò)孔 )
工序余量 /MM
工序尺寸及公差 /MM
表面粗糙度
待加
ap/MM
工孔
鉆
擴(kuò)孔 /
精鉸
鉆
粗鉸
精鉸
鉆
粗
精
粗鉸
鉸
鉸
Φ25
23
1.8
0.2
240
0.33
24.80
0.13
25 0
0.052
6.3
3.2
1.6
2- Φ8
7.8
0.1
0.1
7.8
6、0
0. 22
7.90
0. 09
80
0.015
6.3
3.2
1.6
Φ10
9.8
0.1
0.1
9.800.22
9.900.09
100
0.015
6.3
3.2
3.2
2) 確定切削用量
工序 10~ 40
1. 選擇機(jī)床 , 刀具及量具
考慮到工件的定位夾緊方案及夾具結(jié)構(gòu)設(shè)計(jì)等問(wèn)題����。機(jī)床
采用 X52K 立式銑床 , 刀具選擇 D 為 80、Z 為 10 鑲齒型端面銑
刀 , 量具則選擇測(cè)量范圍 0~200mm�、測(cè)量精度為 0.02mm 的游標(biāo)卡尺。
7��、粗銑精銑采用相同型號(hào)的刀具�。
2.切削用量的計(jì)算
a) 粗銑 B, C 面 ( 工序 10)
資料內(nèi)容僅供您學(xué)習(xí)參考��,如有不當(dāng)或者侵權(quán)���,請(qǐng)聯(lián)系改正或者刪除。
工序 10: 因?yàn)檫@兩個(gè)工步是在一臺(tái)機(jī)床上經(jīng)一次走刀加工
完成的 , 因此它們所選用的速度 v 和進(jìn)給 f 一樣 , 背吃刀量 ap 選
擇相同�。
ap: ( 背吃刀量即等于粗加工余量 ) 工步一的背吃刀量取 Z1, 工步二的背吃刀量 Z2。即 Z1=2.3mm, Z2=2.3mm
f: 按機(jī)床功率為 5~10KW, 工件 -夾具系統(tǒng)剛度為中等條件選取該
8��、工序的每齒進(jìn)給量 fZ=0.1mm/z
V: 按鑲齒銑刀 D/Z=80/10 的條件選取 , 銑削速度 V 可取
57.6m/min, 由公式 N=1000V/ ЛD 算得 N=229.2r/min, 查表得主
軸的實(shí)際轉(zhuǎn)速 N=235 r/min, 代入公式 V= N Л D /1000 算得實(shí)際
速度 V=59 m/min
b) 粗銑 D, E 面 ( 工序 20)
Ap: ( 背吃刀量等于粗加工余量 ) 工步一的背吃刀量取 Z1,
工步二的背吃刀量 Z2���。即 Z1=2.3mm, Z2=2.3mm
9����、
f: 按機(jī)床功率為 5~10KW, 工件 -夾具系統(tǒng)剛度為中等條件選取該工序的每齒進(jìn)給量 fZ=0.1mm/z
V: 按鑲齒銑刀 D/Z=80/10 的條件選取 , 銑削速度 V 可取
57.6m/min, 由公式 N=1000V/ ЛD 算得 N=229.2r/min, 查表得主
軸的實(shí)際轉(zhuǎn)速 N=235 r/min, 代入公式 V= N Л D /1000 算得實(shí)際
速度 V=59 m/min
c) 精銑 B, C 面 ( 工序 30)
Ap: ( 背吃刀量即等于精加工余量 ) 工步一的背吃刀量取
資料
10�����、內(nèi)容僅供您學(xué)習(xí)參考�,如有不當(dāng)或者侵權(quán),請(qǐng)聯(lián)系改正或者刪除����。
Z1, 工步二的背吃刀量 Z2。即 Z1=0.7mm, Z2=0.7mm
f: 按表面粗糙度選擇 Ra=6.3μ M 選取該工序的每轉(zhuǎn)進(jìn)給量 f
取 1.2mm/r
V: 按鑲齒銑刀 D/Z=80/10 的條件選取 , 銑削速度 V 可取
90m/min, 由公式 N=1000V/ Л D 算得 N=358.2r/min, 查表得主軸的實(shí)際轉(zhuǎn)速 N=375 r/min, 代入公式 V= N ЛD /1000 算得實(shí)際速
度 V=94.2 m/min
11、
d) 精銑 D, E 面 ( 工序 40)
Ap: ( 背吃刀量即等于精加工余量 ) 工步一的背吃刀量取
Z1, 工步二的背吃刀量 Z2�����。即 Z1=0.7mm, Z2=0.7mm
f: 按表面粗糙度選擇 Ra1=6.3μM,Ra2=6.3 μ M 選取該工序的每轉(zhuǎn)進(jìn)給量 f1 取 1.2mm/r, f2 取 0.5mm/r
V: 按鑲齒銑刀 D/Z=80/10 的條件選取 , 銑削速度 V 可取
90m/min, 由公式 N=1000V/ Л D 算得 N=358.2r/min, 查表得主軸的實(shí)際轉(zhuǎn)速 N=375 r/m
12���、in, 代入公式 V= N ЛD /1000 算得實(shí)際速
度 V=94.2 m/min
工序 50~130
1.選擇機(jī)床 , 刀具及量具
機(jī)床選擇 Z525K 型立式鉆床���、 刀具采用硬合金錐柄鉆頭 ,
鑲硬合金可轉(zhuǎn)位式錐柄擴(kuò)孔鉆 , 硬質(zhì)合金錐柄機(jī)用鉸刀 ( 粗、
精鉸用一把 ) , 90o 內(nèi)錐面銃鉆���、 量具則選用游標(biāo)卡尺及塞規(guī)�。
2.切削用量的計(jì)算
資料內(nèi)容僅供您學(xué)習(xí)參考�,如有不當(dāng)或者侵權(quán),請(qǐng)聯(lián)系改正或者刪除�����。
a) 鉆 , 擴(kuò), 鉸Φ 25
鉆孔工步 :背吃刀量 ap=23mm,根據(jù)被
13�、加工材料和加工孔徑
選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.25mm/r, 切削速度 V=15m/min, 由
公式 N=1000V/ Л D 算得 N 為 207.6r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際 )=195r/min, 再代入 公式 V= N Л D /1000 算 得實(shí) 際 V 得
14.08m/min
擴(kuò)孔工步 : 背吃刀量 ap=1.8mm,根據(jù)被加工材料和加工孔
徑選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.75mm/r, 切削速度 V=20m/min,
由公式 N=1000V/ Л D 算得 N 為 256.
14�、8r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際 )=272 r/min, 再代入公式 V= N Л D /1000 算得實(shí)際 V 得
21.18m/min
鉸孔工步 : 背吃刀量 ap=0.2mm,根據(jù)被加工材料和加工孔
徑選取該工步的每轉(zhuǎn)進(jìn)給量 f=1.0mm/r, 切削速度 V=5m/min, 由
公式 N=1000V/ Л D 算得 N 為 63.6 r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際 )=97r/min, 再 代 入 公 式 V= N Л D /1000 算 得 實(shí)際 V 得
7.61m/min
15、
b) 鉆 , 粗鉸 , 精鉸 2-Φ8
鉆孔工步 :背吃刀量 ap=7.8mm,根據(jù)被加工材料和加工孔徑
選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.1mm/r, 切削速度 V=15m/min, 由公式 N=1000V/ ЛD 算得 N 為 612.4 r/min, 由參考文獻(xiàn)查得 N( 實(shí)際 )=680r/min, 再代入 公式 V= N Л D /1000 算 得實(shí) 際 V 得
16.65m/min
資料內(nèi)容僅供您學(xué)習(xí)參考�,如有不當(dāng)或者侵權(quán),請(qǐng)聯(lián)系改正或者刪除��。
粗鉸工步 : 背吃刀量 ap=0.1mm,根據(jù)被加工材料和加工孔
16、
徑選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.40mm/r, 切削速度 V=2m/min, 由
公式 N=1000V/ Л D 算得 N 為 80r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際 )=97r/min, 再代入公式 V= N ЛD /1000 算得實(shí)際 V 得 2.4m/min
精鉸工步 : 背吃刀量 ap=0.1mm,根據(jù)被加工材料和加工孔
徑選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.3mm/r, 切削速度 V=4m/min, 由
公式 N=1000V/ Л D 算得 N 為 195.2 r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際
17���、 )=195r/min, 再代入 公式 V= N Л D /1000 算 得實(shí) 際 V 得
4.86m/min
c) 鉆 , 粗鉸 , 精鉸Φ 10
鉆孔工步 :背吃刀量 ap=9.8mm,根據(jù)被加工材料和加工孔徑
選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.15mm/r, 切削速度 V=15m/min, 由
公式 N=1000V/ Л D 算得 N 為 487.4r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際 )=545r/min, 再代入 公式 V= N Л D /1000 算 得實(shí) 際 V 得
16.77m/min
18����、
粗鉸工步 : 背吃刀量 ap=0.16mm,根據(jù)被加工材料和加工孔
徑選取該工步的每轉(zhuǎn)進(jìn)給量公式 N=1000V/ Л D 算得 N 際 )=97r/min, 再 代 入 公 式
�
f=0.5mm/r, 切削速度 V=2m/min, 由
為 63.95r/min, 由參考文獻(xiàn)查得 N( 實(shí)
V= N Л D /1000 算 得 實(shí)際 V 得
3.03m/min
精鉸工步 : 背吃刀量 ap=0.04mm,根據(jù)被加工材料和加工孔
徑選取該工步的每轉(zhuǎn)進(jìn)給量 f=0.40mm/r, 切削速度 V=4m/
19��、min, 由
資料內(nèi)容僅供您學(xué)習(xí)參考����,如有不當(dāng)或者侵權(quán),請(qǐng)聯(lián)系改正或者刪除�����。
公式 N=1000V/ Л D 算得 N 為 127.3r/min, 由參考文獻(xiàn)查得 N( 實(shí)
際 )=140r/min, 再代入 公式 V= N Л D /1000 算 得實(shí) 際 V 得
4.39m/min
3) 確定時(shí)間定額
工序 10~ 40
粗銑 B,C,D,E 面
工件材料 : HT200 鑄鐵 , b 200MPa
機(jī)床 : X525K 機(jī)床
刀具 : 硬質(zhì)合金鑲齒套式面銑刀
20��、
粗銑的切削工時(shí)
被切削層長(zhǎng)度 l :
B 面 L=40mm, D 面 L=83mm , C 面 L=30mm, E
面 L=30mm
刀具切入長(zhǎng)度 l1 :
l1 0.5(D
D 2
a2 )
(1~ 3)
=5.8 (B,D 面相同 )
l1 0.5(D
D 2
a2 ) (1~ 3)
=3.3 (C,E 面相同 )
刀具切出長(zhǎng)度 l2 :
取 l 2
2mm
走刀次數(shù)為 1
機(jī)動(dòng)時(shí)間 t j1 :
t j1
l l1
l2
83 5.8 2
f m
0.37 min (D)
240
l
l1
l2
40
5.8
2
t j1
fm
240
0.19 min
l
l1
l 2
30
3.3
2
t j 1
f m
240
0.14 min
�
(B)
(C)
 杠桿類零件加工工藝規(guī)程及夾具設(shè)計(jì)說(shuō)明書
杠桿類零件加工工藝規(guī)程及夾具設(shè)計(jì)說(shuō)明書