《金工實(shí)訓(xùn)實(shí)訓(xùn)3自由鍛造》由會(huì)員分享,可在線閱讀����,更多相關(guān)《金工實(shí)訓(xùn)實(shí)訓(xùn)3自由鍛造(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1���、實(shí)訓(xùn)三 自由鍛造
一�、實(shí)訓(xùn)內(nèi)容
手工自由鍛階梯軸操作訓(xùn)練����。
二�����、學(xué)習(xí)目標(biāo)
1.知識(shí)目標(biāo)
掌握鍛造加工設(shè)備的操作方法�。
掌握手工自由鍛加工工序����。
2.技能目標(biāo)
掌握手工自由鍛的基本操作過(guò)程。
三�����、階梯軸手工自由鍛造實(shí)訓(xùn)操作
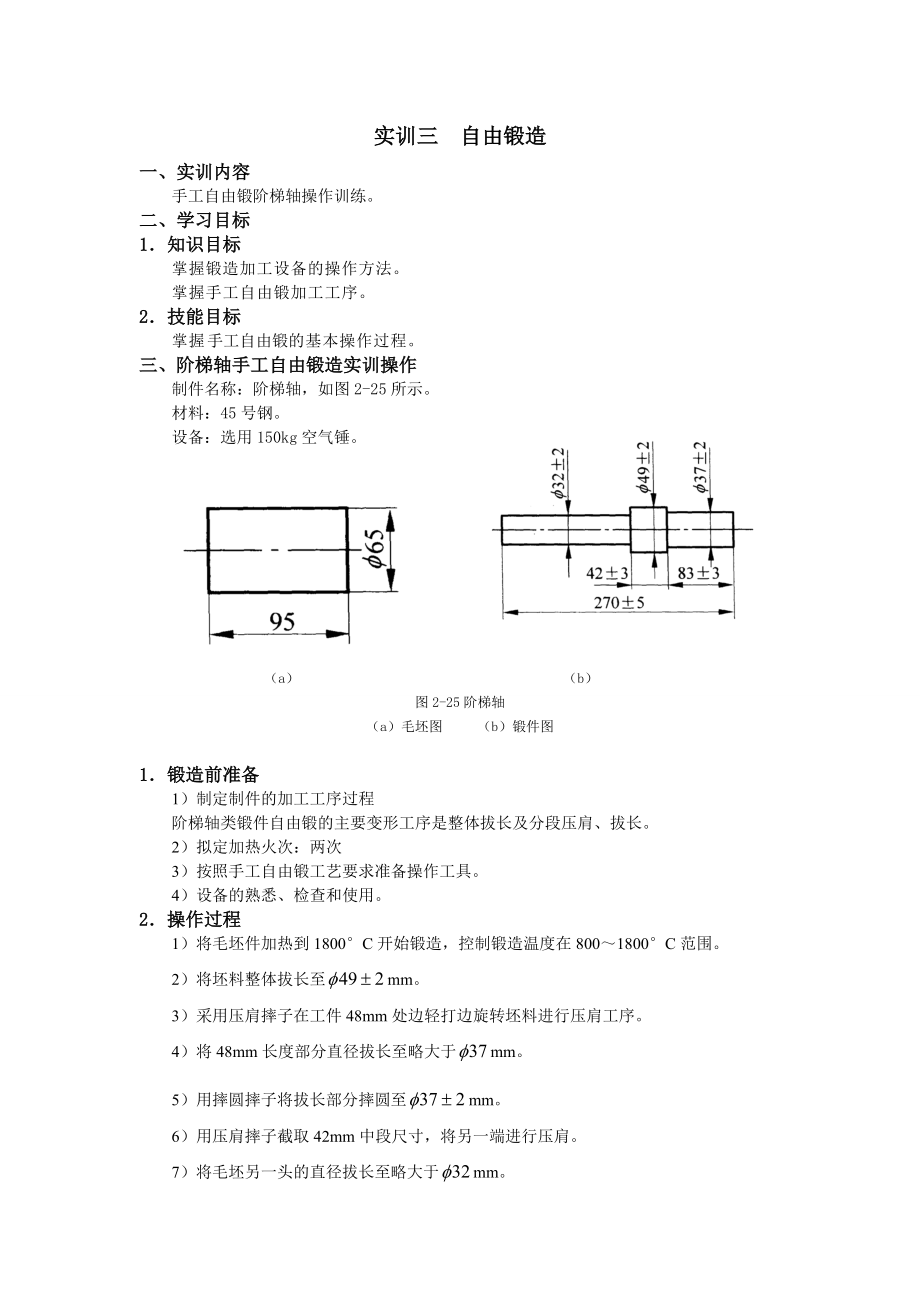
制件名稱(chēng):階梯軸�����,如圖2-25所示����。
材料:45號(hào)鋼。
設(shè)備:選用150kg空氣錘�����。
(a) (b)
圖2-25階梯軸
(a)毛坯圖 (b)鍛件圖
1.鍛造前準(zhǔn)備
1)制定制件的加工工序過(guò)程
階梯軸類(lèi)鍛件自由鍛的主要變
2、形工序是整體拔長(zhǎng)及分段壓肩�����、拔長(zhǎng)���。
2)擬定加熱火次:兩次
3)按照手工自由鍛工藝要求準(zhǔn)備操作工具。
4)設(shè)備的熟悉��、檢查和使用���。
2.操作過(guò)程
1)將毛坯件加熱到1800C開(kāi)始鍛造����,控制鍛造溫度在800~1800C范圍�。
2)將坯料整體拔長(zhǎng)至mm。
3)采用壓肩摔子在工件48mm處邊輕打邊旋轉(zhuǎn)坯料進(jìn)行壓肩工序��。
4)將48mm長(zhǎng)度部分直徑拔長(zhǎng)至略大于mm���。
5)用摔圓摔子將拔長(zhǎng)部分摔圓至mm�����。
6)用壓肩摔子截取42mm中段尺寸���,將另一端進(jìn)行壓肩��。
7)將毛坯另一頭的直徑拔長(zhǎng)至略大于mm�。
8)用摔圓摔子將拔長(zhǎng)部分摔圓至mm���。
9)用工具檢查及修整軸向彎曲�����。
3.
3�����、手工自由鍛操作要點(diǎn)
手工自由鍛是由掌鉗和打錘兩人互相配合完成���。
1)掌鉗
掌鉗人站在鐵砧后面,左腳稍向前�����。左手握鉗,用以?shī)A持���、移動(dòng)和翻轉(zhuǎn)工件����;右手握手錘�,用以鍛打或指示大錘的落點(diǎn)和打擊的輕重����。
握鉗的方法隨翻料方向的不同而不同,如圖2-26所示����。根據(jù)揮動(dòng)手錘時(shí)使用的關(guān)節(jié)不同,手錘的打法分為三種�,如圖2-27所示。其中手揮和肘揮法用于給大錘作指示�����,臂揮法有時(shí)用來(lái)修整鍛件�����。
(a)向內(nèi)側(cè)翻轉(zhuǎn)90 (b)向內(nèi)側(cè)翻轉(zhuǎn)180 (c)向外側(cè)翻轉(zhuǎn)90 (d)向外側(cè)翻轉(zhuǎn)180
圖2-26翻料時(shí)的幾種握鉗方法
(a)手揮 (
4����、b)肘揮 (c)臂揮
圖2-27手錘的打法
2)打錘
鍛造時(shí)���,打錘人應(yīng)聽(tīng)從掌鉗人的指揮,錘打的輕重和落點(diǎn)由手錘指示�。大錘的打法有抱打、掄打和橫打三種�����。使用抱打時(shí)�����,在打擊坯料的瞬間��,能利用坯料對(duì)錘的彈力使舉錘較為省力�;掄打時(shí)的打擊速度快,錘擊力大�;只有當(dāng)錘擊面處于砧面垂直時(shí),才使用橫打法��。
四��、評(píng)分標(biāo)準(zhǔn)
班級(jí)
姓名
學(xué)號(hào)
實(shí)訓(xùn)
自由鍛造
鍛造
操作
檢查
序號(hào)
檢測(cè)內(nèi)容
配分
扣分標(biāo)準(zhǔn)
學(xué)生自評(píng)
教師評(píng)分
1
加熱均勻,不產(chǎn)生過(guò)熱及過(guò)燒現(xiàn)象
15
酌情扣分
2
鍛件直徑尺寸誤差小于1.5 mm
15
5����、酌情扣分
3
鍛件圓柱度小于1.5 mm
10
酌情扣分
4
無(wú)明顯錘痕
10
酌情扣分
5
兩火次內(nèi)完成
10
酌情扣分
6
鍛件長(zhǎng)度尺寸應(yīng)滿足零件加工要求
10
酌情扣分
7
鍛件的同軸度應(yīng)滿足零件加工要求
10
酌情扣分
8
設(shè)備使用、工具操作正確
10
酌情扣分
工作態(tài)度
9
行為規(guī)范��、紀(jì)律表現(xiàn)
10
酌情扣分
綜 合 得 分
100
【注意事項(xiàng)】
1.手鍛操作要檢查大錘��、小錘與柄連接是否牢固����,打大錘時(shí)�����,先要看周?chē)?���,以免傷人?
2.不得用手錘、大錘對(duì)砧面敲擊�����,以免錘頭反跳被擊傷�����。
3.操作時(shí),要密切配合�,聽(tīng)從“輕打”、“打”�����、“重打”���、“停止”等口令���。
4.加熱時(shí),要嚴(yán)格控制鍛造溫度范圍���,加熱時(shí)�����,不準(zhǔn)猛開(kāi)風(fēng)門(mén)�����,以防火星或煤屑飛出傷人����。
5.下料和沖孔時(shí),周?chē)藛T應(yīng)避開(kāi)���,以防料頭及沖頭等飛出傷人�����。
6.不準(zhǔn)用手代替鉗子直接拿工件�����,以防燙傷����。
7.未經(jīng)許可�,不準(zhǔn)擅自動(dòng)用鍛造機(jī)�,操縱空氣錘時(shí),只準(zhǔn)一個(gè)人����,嚴(yán)禁他人在旁幫忙。
8.空氣錘在開(kāi)始時(shí)不可“強(qiáng)打”��,使用完畢,將錘頭提起���,并用木塊墊好��。
9.在砧面上不得積存渣皮��,必須用掃帚清除���。
10.工作完畢,及時(shí)熄滅手鍛爐���,并清理工作場(chǎng)地�。
 金工實(shí)訓(xùn)實(shí)訓(xùn)3自由鍛造
金工實(shí)訓(xùn)實(shí)訓(xùn)3自由鍛造