《《冷沖壓工藝及模具設(shè)計(jì)》課程設(shè)計(jì)指導(dǎo)書(shū)》由會(huì)員分享����,可在線閱讀,更多相關(guān)《《冷沖壓工藝及模具設(shè)計(jì)》課程設(shè)計(jì)指導(dǎo)書(shū)(16頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1���、《冷沖壓工藝及模具設(shè)計(jì)》課程設(shè)計(jì)指導(dǎo)書(shū)
1 課程設(shè)計(jì)的性質(zhì)與目的:
(1) 性質(zhì)
冷沖模課程設(shè)計(jì)是冷沖壓工藝及模具設(shè)計(jì)課程的一個(gè)重要環(huán)節(jié)�����, 是運(yùn)用所學(xué)基礎(chǔ)
和專(zhuān)業(yè)知識(shí)的一次綜合練習(xí)��。
(2) 目的
( 1 )使學(xué)生初步掌握沖壓工藝過(guò)程的擬定和模具結(jié)構(gòu)設(shè)計(jì)與計(jì)算的步驟和方
法���;
( 2 )鞏固,深化所學(xué)的基礎(chǔ)及專(zhuān)業(yè)知識(shí)���,培養(yǎng)獨(dú)立工作能力�;
( 3 )提高學(xué)生使用國(guó)標(biāo)�����,手冊(cè),圖冊(cè)的能力�����。
2 課程設(shè)計(jì)的任務(wù):
(1) 設(shè)計(jì)指定的沖壓模��,并繪制裝配圖 1 張�,工作部分零件(凸模或者凹模)圖
1 張�。
(2) 編寫(xiě)設(shè)計(jì)說(shuō)明書(shū) 1 份
3 時(shí)間分配
(1) 熟悉設(shè)計(jì)課題、查
2����、閱資料、做好準(zhǔn)備工作 1 天
(2) 工藝方案分析�、確定工藝方案 1.5 天
(3) 工藝設(shè)計(jì)和工藝計(jì)算 1.5 天
(4) 畫(huà)模具裝配草圖 3 天
(5) 畫(huà)正式裝配圖 3 天
( 6)畫(huà)零件圖 2 天
( 7)編寫(xiě)技術(shù)說(shuō)明書(shū) 1 天
( 8)整理技術(shù)說(shuō)明書(shū) 1.5 天
9)答辯 0.5 天
4 設(shè)計(jì)原則
(1) 保證沖出合格的工件
(2) 模具結(jié)構(gòu)簡(jiǎn)單,壽命長(zhǎng)�,成本低且與生產(chǎn)批量相適應(yīng)
(3) 操作方便,安全
5 設(shè)計(jì)前的準(zhǔn)備:
(1) 熟悉設(shè)計(jì)任務(wù)書(shū)��,明確設(shè)計(jì)任務(wù)和要求
(2) 了解沖壓零件的形狀�����, 尺寸精度和表面粗糙度, 材料等技術(shù)要求和生產(chǎn)批量
(一般
3����、按中批生產(chǎn)設(shè)計(jì))
(3) 配備資料
1 )沖壓設(shè)備資料
從此資料中選擇沖壓設(shè)備的類(lèi)型���,規(guī)格�����,查出漏料孔尺寸����,模柄孔尺寸�����,閉合高
度���,工作臺(tái)面尺寸等�����,為模具設(shè)計(jì)作準(zhǔn)備���。
2 )沖模標(biāo)準(zhǔn)化資料 .國(guó)標(biāo)
3 )其他參考資料
《冷沖模設(shè)計(jì)》手冊(cè)���,《冷沖模結(jié)構(gòu)圖冊(cè)》
6 沖模課程設(shè)計(jì)的一般步驟及方法
(1) 分析沖壓件的工藝性
沖裁件的工藝性主要從沖裁件的形狀,尺寸(最小孔邊距�����,孔徑���,材料厚度�����,最
大外形)精度�����,表面粗糙度�����,材料性能等逐項(xiàng)分析�����,確定沖壓工序圖���,若有不符
者�,應(yīng)與設(shè)計(jì)部門(mén)協(xié)商更改或采取相應(yīng)的措施��。
(2) 確定合理工藝方案:
1 )確定基本沖壓工序的性質(zhì):沖孔�����,
4���、落料,沖搭邊�,切料邊等。
2 )根據(jù)基本工序的性質(zhì)����,數(shù)量,結(jié)合工件的形狀尺寸����,公差要求,材料性能,
生產(chǎn)批量�, 沖壓設(shè)備, 模具加工條件等因素�����, 考慮模具類(lèi)型的同時(shí)確定工序組合
和先后順序�����, 在滿足沖件質(zhì)量要求的前提下�����, 選擇一個(gè)經(jīng)濟(jì)合理的工藝方案�����, 填
寫(xiě)工藝過(guò)程卡片����。
3 3) 確定模具總體結(jié)構(gòu)
1 )模具類(lèi)型的確定
2 )導(dǎo)向方式的確定
一般根據(jù)沖件形狀,尺寸�,精度及生產(chǎn)批量來(lái)選擇。
A �����,單工序模
a ,沖件形狀簡(jiǎn)單且精度低時(shí)�,可不用導(dǎo)向,采用敞開(kāi)模
b �, 沖件精度較高, 批量較小且材料較厚而凸模強(qiáng)度大時(shí)���, 可采用固定導(dǎo)板導(dǎo)向���,
即采用固定導(dǎo)板模
c ���,沖件
5�����、形狀復(fù)雜�,精度較高���,且為中���,大批生產(chǎn)時(shí)用導(dǎo)柱�、導(dǎo)套導(dǎo)向��。此種導(dǎo)
向生產(chǎn)中常用 (導(dǎo)柱導(dǎo)套有滑動(dòng)導(dǎo)向和滾動(dòng)導(dǎo)向兩種�, 一般都用滑動(dòng)導(dǎo)向, 只有
沖件精度很高時(shí)才選用滾動(dòng)導(dǎo)向)
d �����,沖件孔小�,凸模多且強(qiáng)度弱時(shí)用彈壓導(dǎo)板導(dǎo)向。
B ��,復(fù)合工序模
復(fù)合模都有導(dǎo)向���,級(jí)進(jìn)模的選擇方法與單工序模的 b,c,d 三項(xiàng)相同����。
3 )滑動(dòng)式模架選擇 無(wú)導(dǎo)向和用固定導(dǎo)板導(dǎo)向的模具及用導(dǎo)柱���、 導(dǎo)套導(dǎo)向和彈壓導(dǎo)板導(dǎo)向的模具�����,
般都有標(biāo)準(zhǔn)模架���。用導(dǎo)柱����、導(dǎo)套導(dǎo)向的模架��,隨導(dǎo)柱位置的不同又有如下幾種���,
可根據(jù)需要選擇:
A ���, 對(duì)角導(dǎo)柱模架: 可以承受一定的偏裁, 上下動(dòng)作平穩(wěn)�, 且能縱橫兩方面送料,
6��、用于有偏載的大中型模具
B ���,后側(cè)導(dǎo)柱模架:可以三方面送料,操作特別方便�,受力均為偏載,模架容易
變形��,一般用于受力不大或精度要求不高的中小型模具���。
C �,中間導(dǎo)柱模架:結(jié)構(gòu)簡(jiǎn)單,加工方便����,但只能一個(gè)方向送料,當(dāng)受偏裁時(shí)��,
模架也有變形��。
D ���,四角導(dǎo)柱模架:滑動(dòng)平穩(wěn)���,導(dǎo)向準(zhǔn)確,用于沖件精度較高的大型沖壓模具�����。
4 ) 壓���、卸料方式的確定
沖件平整度要求較高或料較薄時(shí)����,用彈壓卸料板,它既可壓料�����,又可卸料���,因卸
料板隨上模上下運(yùn)動(dòng)�, 送料直觀性強(qiáng)�����, 操作方便���, 這是生產(chǎn)中常用的一種卸料方 當(dāng)料較厚�����,用彈壓卸料難以卸件��,或零件形狀簡(jiǎn)單,要求不高時(shí)采用固定卸料���,
它可簡(jiǎn)化模具結(jié)構(gòu)�����,
7�����、但因行腔封閉��,送料只能靠手感����,操作不便,安全性差�。
5 )定距方式的確定
對(duì)單工序模具且單排排樣, 一般用擋料釘定位即可���, 若用雙排且需調(diào)頭送料的有
時(shí)要用擋料釘和伸縮擋料銷(xiāo)結(jié)合使用����。
對(duì)復(fù)合工序模中的順裝復(fù)合模一般用固定擋料銷(xiāo)定距���。 對(duì)倒裝復(fù)合模��, 若擋料銷(xiāo)
在凹模上的讓位孔離凹模型腔較遠(yuǎn)時(shí)用固定擋料銷(xiāo)��。 若擋料銷(xiāo)讓位孔離凹模型腔
太近時(shí)��,則要用伸縮擋料銷(xiāo)�����。以免削弱凹模強(qiáng)度����。
對(duì)復(fù)合工序模中的級(jí)進(jìn)模, 其定距方式有始用擋料加固定擋料定距���、 側(cè)刃定距兩
種方式��,若跳步步數(shù)較少( 1-2 個(gè))且料厚時(shí)��,可用始用擋料加固定擋料��,跳
步步數(shù)較多的則用側(cè)刃定距����。 從側(cè)刃定距方便容易實(shí)
8�、現(xiàn)自動(dòng)化送料的角度, 側(cè)刃
定距在現(xiàn)代生產(chǎn)的級(jí)進(jìn)模中用得越來(lái)越多��。 若尺寸要求較高��, 可在以上兩種定距
方式中增加導(dǎo)正銷(xiāo)��,提高定距精度����。
6 4) 根據(jù)模具類(lèi)型畫(huà)排樣圖,并計(jì)算材料利用率 畫(huà)排樣圖是極為重要且技術(shù)性很強(qiáng)的設(shè)計(jì)工作���, 排樣圖的合理與否直接影響到材
料的利用率���,零件質(zhì)量,生產(chǎn)率與成本��,以及模具的結(jié)構(gòu)與壽命等����。
1 ) 排樣圖包括排樣方法, 零件的沖裁過(guò)程 (模具類(lèi)型) ��, 級(jí)進(jìn)模的定距方式 (用
側(cè)刃定距的應(yīng)將側(cè)刃位置畫(huà)上)����,材料利用率���,步距,搭邊��,料寬及料寬公差�����,
對(duì)有彎曲��,卷邊等要求的零件還要考慮其紋向�。
2 )畫(huà)排樣圖必須注意以下幾點(diǎn):
a ,能從排樣圖上的
9��、剖切線看出是單工序模還是級(jí)進(jìn)?��;驈?fù)合模�����。
b �,對(duì)級(jí)進(jìn)模的排樣圖要能看出沖壓順序��。
c ,級(jí)進(jìn)模的排樣圖要考慮凹模強(qiáng)度,凹模洞口之間的距離小于 5 mm時(shí)�����,要
空步��。
d �����, 級(jí)進(jìn)模的排樣圖要能看出定距方式�����, 一般未反映的為首次擋料 + 固定擋料�,
對(duì)側(cè)刃定距的要畫(huà)出沖切條料的位置��。
e ����,排樣圖上的尺寸,公差要完整��。
3 )排樣圖的設(shè)計(jì)方法和步驟
a, 一般是先從排樣的角度考慮并計(jì)算材料的利用率����,對(duì)于復(fù)雜的零件通常用厚
紙剪成 3-5 個(gè)樣件�,排出各種可能的方案���,選擇最優(yōu)方案��;現(xiàn)在常用計(jì)算機(jī)排
樣�。
b ����,再考慮模具尺寸的大小,結(jié)構(gòu)的難易程度�,模具壽命,材料利用率等及幾
10��、個(gè) 方面的問(wèn)題綜合考慮��,選擇一個(gè)合理的排樣方案�����。
c ��,查出搭邊�����,計(jì)算步距和料寬,根據(jù)標(biāo)準(zhǔn)板(帶)料的規(guī)格確定料寬及料寬公 差���。
d ����, 將選定的排樣畫(huà)成排樣圖����, 按模具類(lèi)型和沖裁順序打上適當(dāng)?shù)钠是芯€���, 標(biāo)上
算得的尺寸和公差��。
(5) 從排樣圖上找出沖切條料的線段(即模具的受力部分)���,計(jì)算壓力中心;
(6) 從排樣圖上找出凹模工件洞口����, 在考慮壓力中心影響的同時(shí), 計(jì)算凹模輪廓
尺寸����,確定送料方向��,查《標(biāo)準(zhǔn)》選擇典型組合有關(guān)尺寸��,類(lèi)型�����,規(guī)格及代號(hào)��。
(7) 計(jì)算沖��,推��,卸料力���,初選壓力機(jī)類(lèi)型及規(guī)格,再按典型組合的有關(guān)尺寸校
核所選定壓力機(jī)的規(guī)格�,校核內(nèi)容:
1 )模具與壓力
11、機(jī)閉合高度是否適應(yīng)
2 ) 壓力機(jī)漏料孔是否能漏下工件和廢料�����, 對(duì)有彈頂裝置的模具, 還應(yīng)使漏料孔
大于彈頂器外形尺寸�����。 即工作臺(tái)漏料孔要大于凹模工作洞口最大壁間距和彈壓器
的最大外形尺寸���。
3 ) 模具下模座外形尺寸與壓力機(jī)工作臺(tái)面尺寸是否相符����, 即下模座外形尺寸 +2
x ( 50~70 )三壓力機(jī)工作臺(tái)面尺寸�����,若其中一項(xiàng)不符���,則應(yīng)重選壓力機(jī),
一般是類(lèi)型不變�����,增大壓力機(jī)規(guī)格�����。
(8) 畫(huà)模具裝配草圖����,同時(shí)進(jìn)行有關(guān)零部件的設(shè)計(jì)和計(jì)算����,
1 )根據(jù)所選典型模具的結(jié)構(gòu)及規(guī)格����,查出模架外形尺寸;
2 ) 根據(jù)所選模具的閉合高度及模架外形尺寸����, 考慮排樣圖及名細(xì)表位置, 按 1
12��、:
1 確定圖紙規(guī)格�;
3 )畫(huà)裝配草圖
A :先打開(kāi)上模,畫(huà)下模的俯視圖����、再畫(huà)模具工作位置的主視圖,模具工作位置
的主視圖一般應(yīng)按模具閉合狀態(tài)畫(huà)出�, 但為了使上下模重合部分表達(dá)清楚, 可以
將上下模拉開(kāi)一段距離�����,拉開(kāi)距離后,仍按閉合時(shí)的狀態(tài)畫(huà)圖����。
畫(huà)模具裝配草圖時(shí), 模具零件的結(jié)構(gòu)�����, 尺寸都應(yīng)相應(yīng)確定���, 同時(shí)應(yīng)考慮零件的加
工工藝性����。
選擇定位元件(定位擋銷(xiāo)��,首次擋塊���,導(dǎo)料板,側(cè)刃等)的類(lèi)型及尺寸��,并計(jì)算
定位元件的位置����。
B : 圓形小凸模用車(chē)磨法加工���, 用帶臺(tái)肩式固定。 異形凸模用線切割和成型磨削
加工��,用鉚接式固定����,無(wú)論哪種固定方法,若固定端為圓形�,工作端為非圓形
13、都
必須在固定端的接縫處加防轉(zhuǎn)銷(xiāo)�。
對(duì)大截面的凸模一般采用螺釘緊固,但凸模與固定板必須加銷(xiāo)釘定位�。
C :計(jì)算彈壓卸料板的臺(tái)階高度和寬度尺寸
D :確定推,打板的結(jié)構(gòu)形狀��,計(jì)算推板���,打板的活動(dòng)空間
E :計(jì)算頂���,打桿的長(zhǎng)度
F :確定模柄類(lèi)型和尺寸,需考慮以下關(guān)系:
(a) 模柄臺(tái)階 + 固定部分應(yīng)等于上模座厚�����;
(b)模柄全長(zhǎng)/上模座+壓力機(jī)滑塊的模柄
(c)模柄安裝部分的直徑三壓力機(jī)的模柄孔徑
注:模具零部件設(shè)計(jì)要盡量靠標(biāo)準(zhǔn)。
4 )標(biāo)注尺寸:
A :導(dǎo)料板的進(jìn)料寬度尺寸和公差����,閉合高度尺寸(指實(shí)際閉合高度,不是拉開(kāi)
后的畫(huà)圖高度)
B :模具外形尺寸�����;
5
14�����、)按順或逆時(shí)針標(biāo)出件號(hào)并填寫(xiě)明細(xì)表��。
明細(xì)表中�����,序號(hào)���,名稱(chēng)都要填,標(biāo)準(zhǔn)件應(yīng)寫(xiě)明標(biāo)準(zhǔn)代號(hào)和規(guī)格�,非標(biāo)準(zhǔn)件要注明
零件圖的張次��,材料及熱處理硬度���。
(9) 畫(huà)模具零件圖,并計(jì)算相關(guān)尺寸���。
模具裝配草圖畫(huà)好后整個(gè)設(shè)計(jì)計(jì)算就算大功告成了�����, 零件圖的結(jié)構(gòu)形狀和相關(guān)尺 寸基本都有數(shù)了��。
1 )計(jì)算模具工作部分尺寸
2 )畫(huà)全部零件圖����,且要注意以下幾點(diǎn):
A :結(jié)構(gòu)要合理����,工藝性要好
B : 零件形狀要表達(dá)清楚, 投影要正確���, 一般將零件在模具中的工作位置作為主
視圖����, 上模的零件畫(huà)仰視圖, 下模的零件畫(huà)俯視圖���。 具具體情況也可以改變畫(huà)法�����,
但必須以最少的視圖表達(dá)清楚為宜�。
C :尺寸
15��、���,公差����,表面粗糙度�,材料,硬度及有關(guān)技術(shù)要求要合理且完整����。
D :相互聯(lián)接(或有相應(yīng)關(guān)系)的零件,其形狀及尺寸要相對(duì)應(yīng)
如: a 用側(cè)刃定距時(shí)�,導(dǎo)料板上的側(cè)刃讓位孔要與側(cè)刃的形狀位置相對(duì)應(yīng)
b 用始用擋料、固定擋料時(shí)����,導(dǎo)料板上的讓位槽形狀,尺寸與始用擋塊相適應(yīng)�,
位置應(yīng)與擋料銷(xiāo)成步距關(guān)系。
c 卸料板的臺(tái)階寬度和高度尺寸應(yīng)與導(dǎo)料板的送料寬度及導(dǎo)料板的高度相適應(yīng)
d 卸料板的擋料釘讓位孔和始用擋塊讓位孔應(yīng)與擋料釘和始用擋塊的位置相適
應(yīng)
e 推板應(yīng)與凹模的形狀�,尺寸相適應(yīng),推板打板的活動(dòng)空間為 5 -8mm
f 頂桿長(zhǎng)度應(yīng)能打下料來(lái)�����,又能保證打桿的活動(dòng)空間為 5 -8mm
g
16����、 固定板的型腔應(yīng)與凸模結(jié)構(gòu)形狀相適應(yīng), 臺(tái)階固定的�����, 其型腔上部要有讓位槽�,
鉚接固定的,其型腔上部要有倒角����。
h 固定板,卸料板���,凹模的型孔位置應(yīng)一致����,對(duì)于不對(duì)稱(chēng)的形狀,畫(huà)圖時(shí)要注意
方向以防畫(huà)反�。
i 相互聯(lián)系的螺銷(xiāo)孔的孔距尺寸應(yīng)相同。
3 ) 畫(huà)零件圖時(shí)����, 若結(jié)構(gòu)或工藝性的要求改變與總圖不符之處, 應(yīng)更改裝配草圖 與之對(duì)應(yīng)��。
(10) 畫(huà)模具裝配正式圖:
模具裝配圖除主俯視圖外 (一般不畫(huà)左視圖) 其右上角為本次模具加工的工序圖
和排樣圖�,右下角為明細(xì)表,還應(yīng)寫(xiě)明打印項(xiàng)目��,標(biāo)注模具封閉高度�。對(duì)有導(dǎo)料
板的應(yīng)標(biāo)注導(dǎo)料板送料空間的間距并注上公差。
(11) 編寫(xiě)設(shè)計(jì)說(shuō)明書(shū)
17��、:
設(shè)計(jì)說(shuō)明書(shū)主要是將你進(jìn)行工藝分析的內(nèi)容��, 工藝方案確定的思路����, 計(jì)算項(xiàng)目等��,
歸納說(shuō)明����。它包括下列內(nèi)容:
1 )簡(jiǎn)述設(shè)計(jì)的任務(wù)與要求�����;
2 )沖裁件工藝性分析的內(nèi)容�;
3 )模具結(jié)構(gòu)與工序組合�,沖件質(zhì)量,批量的關(guān)系����;
4 )排樣與模具結(jié)構(gòu),材料利用率的關(guān)系�����;
5 )模具結(jié)構(gòu)及排樣對(duì)生產(chǎn)率�����,操作安全,方便及成本的關(guān)系��;
6 )模具結(jié)構(gòu)設(shè)計(jì)的分析過(guò)程����;
7 )沖,推���,卸料力的計(jì)算過(guò)程及選擇沖壓設(shè)備類(lèi)型和規(guī)格的依據(jù)�����;
8 )壓力中心的計(jì)算過(guò)程��;
9 )凹模輪廓尺寸計(jì)算過(guò)程和典型組合的選擇�;
10 )沖模主要零部件的結(jié)構(gòu)形狀�����,材料�����,公差的選擇及技術(shù)要求的說(shuō)明����;
11 )小
18����、凸模�����,剛度校核過(guò)程���;
12 )凸,凹模工作刃口計(jì)算的過(guò)程�����;
13 )其他計(jì)算過(guò)程及需要說(shuō)明的內(nèi)容���;
14 )該設(shè)計(jì)的優(yōu)缺點(diǎn)及改造措施
15 )設(shè)計(jì)所使用的參考文獻(xiàn)���;
16 )設(shè)計(jì)的感想;
7 設(shè)計(jì)完成后裝袋交給指導(dǎo)老師的技術(shù)資料
(1) 課程設(shè)計(jì)任務(wù)書(shū)��;
(2) 工藝過(guò)程卡
(3) 沖模成套圖紙�����;按 4 號(hào)圖紙折疊,且按張次順序排列裝訂成冊(cè)
(4) 設(shè)計(jì)說(shuō)明書(shū)�
設(shè)計(jì)案例
4⑹3
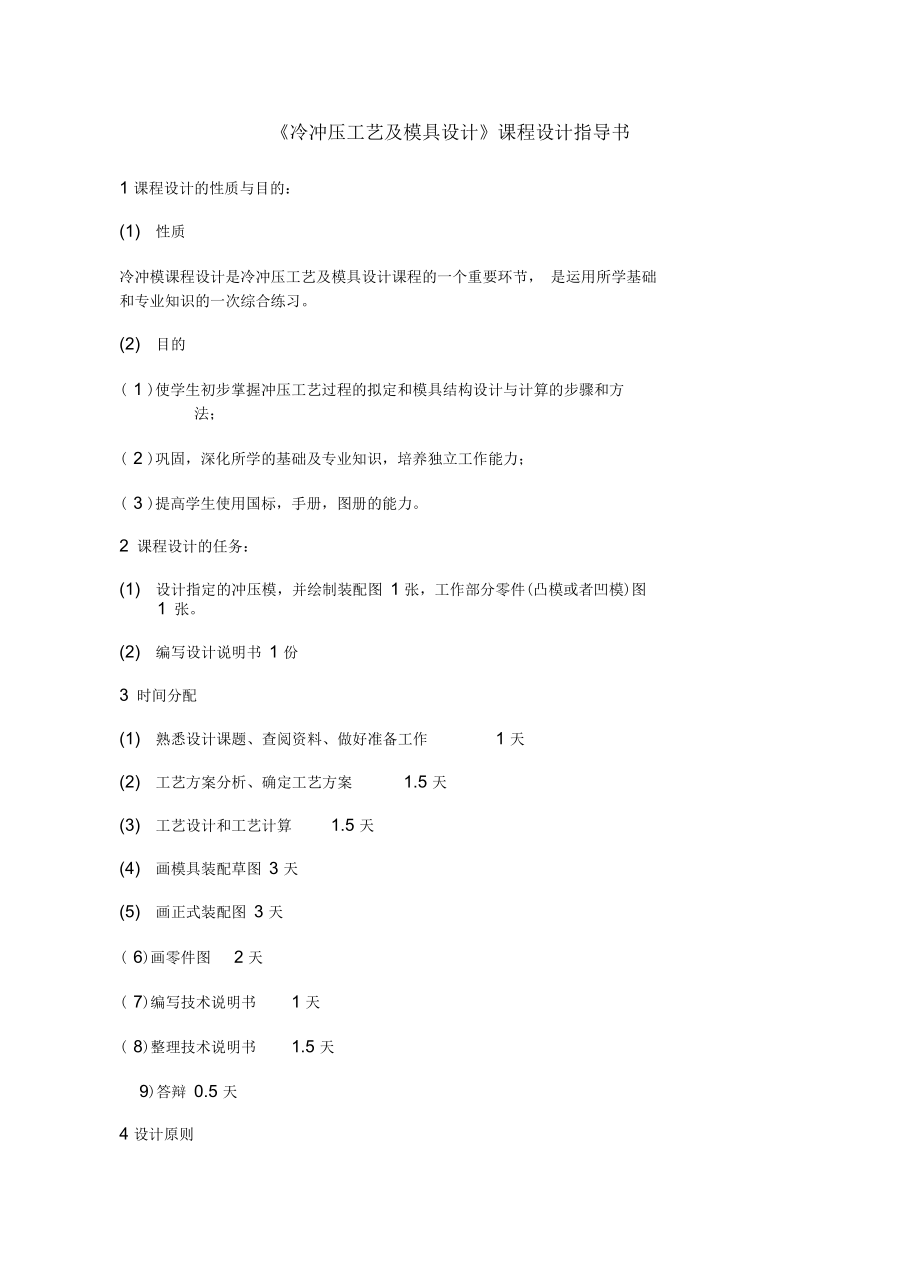
圖1托板零件圖
沖裁�、彎曲、拉深及成形是冷沖壓的基本工序�,下面以常見(jiàn)的沖裁件、彎曲 件及拉深件為例介紹沖裁��、彎曲及拉深的沖壓工藝分析�、工藝方案擬訂、工藝計(jì) 算�、模具設(shè)計(jì)和模具主要零件的加工
19、工藝����。
案例1沖裁模設(shè)計(jì)
如圖1所示零件:托扳
生產(chǎn)批量:大批量
材料:08F t=2mm
設(shè)計(jì)該零件的沖壓工藝與模具
(一)沖裁件工藝分析
1 .材料:08F鋼板是優(yōu)質(zhì)碳素結(jié)構(gòu)鋼,具有良好的可沖壓性能��。
2 .工件結(jié)構(gòu)形狀:沖裁件內(nèi)���、外形應(yīng)盡量避免有尖銳清角�����,為提高模具壽 命�����,建議將所有90泊角改為R1的圓角���。
3 .尺寸精度:零件圖上所有尺寸均未標(biāo)注公差����,屬自由尺寸���,可按 IT14 級(jí)確定工件尺寸的公差��。經(jīng)查公差表����,各尺寸公差為:
58-0.74����、38-0.62����、30-0.52、16-0.44����、140.22����、170.22�����、① 3.5+0.3
結(jié)論:可以沖裁
(二)確
20�、定工藝方案及模具結(jié)構(gòu)形式
經(jīng)分析,工件尺寸精度要求不高��,形狀不大����,但工件產(chǎn)量較大,根據(jù)材料較 厚(2mm)的特點(diǎn)���,為保證孔位精度�,沖模有較高的生產(chǎn)率�����,通過(guò)比較�����,決定實(shí) 行工序集中的工藝方案,采取利用導(dǎo)正釘進(jìn)行定位����、剛性卸料裝置、自然漏料方 式的連續(xù)沖裁模結(jié)構(gòu)形式��。
(三) 模具設(shè)計(jì)計(jì)算
1 .排樣計(jì)算條料寬度及確定步距
b=2,
首先查有關(guān)表確定搭邊值�。根據(jù)零件形狀,兩工件間按矩形取搭邊值 側(cè)邊按圓形取搭邊值a=20
連續(xù)模進(jìn)料步距為32mm�����。
條料寬度按相應(yīng)的公式計(jì)算:
B=(D+2a)-/ 查表�����,=0.6
B=(58+2X2)-0.6
=62-0.6
畫(huà)出排樣圖�����,圖2
21�����、
2 .計(jì)算總沖壓力
由于沖模采用剛性卸裝置和自然漏料方式��,故總的沖壓力為:
P0=P+Pt
P=P1 + P2
而
式中Pl 落料時(shí)的沖裁力
P2 沖孔時(shí)的沖裁力
按推料力公式計(jì)算沖裁力:
Pi=KLtr 查 p=300MPa
=2.2[2 (58-16) +2 (30-16) +16 兀]*2*300/10000
=12.6 (t)
P2=2.2*4 兀 *3.5*2*300/10000
=3.4(t)
按推料力公式計(jì)算推料力P:
Pt=nKtP 取 n=3,查表 2-10, K=0.055
P =3*0.055*(12.6+304)=2.475(t)
計(jì)
22�����、算總沖壓力FZ:
FZ=R+R+P
=12.6+3.4+2.475
=18.475(t)
3 .確定壓力中心:
根據(jù)圖3分析���,因?yàn)楣ぜD形對(duì)稱(chēng)���,故落料時(shí) P1的壓力中心在O1上;沖孔
時(shí)P2的壓力中心在���。2上���。
設(shè)沖模壓力中心離O1點(diǎn)的距離為X,根據(jù)力矩平衡原理得:
P1X=(32-X)P2
由此算得X=7mm
圖3壓力中心
4 .沖模刃口尺寸及公差的計(jì)算
刃口尺寸計(jì)算方法及演算過(guò)程不再贅述,僅將計(jì)算結(jié)果列于表 1中��。
在沖模刃尺寸計(jì)算時(shí)需要注意:在計(jì)算工件外形落料時(shí)��,應(yīng)以凹模為基準(zhǔn)���,凸模 尺寸按相應(yīng)的凹模實(shí)際尺寸配制�����,保證雙面間隙為 0.25?0.36mm�。
23、為了保證R8
與尺寸為16的輪廓線相切�,R8的凹模尺寸,取16的凹模尺寸的一半��,公差也 取■半�����。
在計(jì)算沖孔模刃口尺寸時(shí)����,應(yīng)以凸模為基準(zhǔn),凹模尺寸按凸模實(shí)際尺寸配制��,
保證雙面間隙為0.25?0.36mm�。
表1沖模刃口尺寸
沖裁性質(zhì)
工作尺寸
計(jì)算公式
凹模尺寸注法
凸模尺寸注法
落料
58-0.74
38-0.62
30-0.52
16-0.44
R8
57.6+0.18
37.7+0.16
29.7+0.13
16.8+0.11
R7.9+0.06
凸模尺寸按實(shí) 際尺寸A已置,保 證雙邊間隙 0.25~0.36mm
沖孔
3.5+0.3
24���、
凹模尺寸拉凹 模實(shí)際尺寸酒已 置,保證雙邊 間 隙
0.25~0.36mm
3.65-0.08
在計(jì)算模具中心距尺寸時(shí)���,制造偏差值取工件公差的 1/8��。據(jù)此�,沖孔凹
模和凸模固定板孔中心距的制造尺寸為:
Li4=14 0.44/8=14 0.055
Li7=170.44/8=17 0.055
5 .確定各主要零件結(jié)構(gòu)尺寸
(1)凹模外形尺寸的確定
凸模厚度H的確定:
H=VO.1P P 取總壓力=184750N
H=3 0.1*184750 =26mm
凹模長(zhǎng)度L的確定
W1=2.1H=31;工件 b=58
L=b+2W1 =58+2*31=120mm
凹
25、模寬度B的確定
B=步距+工件寬+2W2
?。翰骄?32;工件=30; W2=1.5H
B2=32+30+2*39
=140mm
(2)凸模長(zhǎng)度L1的確定
凸模長(zhǎng)度計(jì)算為:
L1=h〔+h2+h3+Y
其中 導(dǎo)料板厚h1=8;卸料板厚h2=12;凸模固定板厚h3=18;凸模修磨量 Y=18 則
L1=8+12+18+18=56mm
選用沖床的公稱(chēng)壓力,應(yīng)大于計(jì)算出的總壓力P0=18.475t;最大閉合高度應(yīng)大 于沖模閉合高度+5mm;工作臺(tái)臺(tái)面尺寸應(yīng)能滿足模具的正確安裝�。按上述要求, 結(jié)合工廠實(shí)際�����,可選用J23-25開(kāi)式雙柱可傾壓力機(jī)���。并需在工作臺(tái)面上配備墊 塊�,墊塊實(shí)際尺
26����、寸可配制。
(3)設(shè)計(jì)并繪制總圖����、選取標(biāo)準(zhǔn)件�
按已確定的模具形式及參數(shù),從冷沖模標(biāo)準(zhǔn)中選取標(biāo)準(zhǔn)模架。
繪制模具總裝圖�����。如圖4,單排沖孔落料連續(xù)模�����。
按模具標(biāo)準(zhǔn)�,選取所需的標(biāo)準(zhǔn)件,查清標(biāo)準(zhǔn)件代號(hào)及標(biāo)記�,寫(xiě)在總圖明細(xì)表 內(nèi)見(jiàn)表2。并將各零件標(biāo)出統(tǒng)一代號(hào)�����。
伯 n 13 19 20 21 22 為 24 工期
圖4單排沖孔落料連續(xù)模
1-簧片2-螺釘3-下模座4-凹模5-螺釘6-承導(dǎo)料7-導(dǎo)料板8-始用擋料銷(xiāo) 9�、26-導(dǎo)柱10、25-導(dǎo)套11-擋料釘12-卸料板13-上模座14-凸模固定板15-落料
凸模16-沖孔凸模17-墊板18-圓柱銷(xiāo)19-導(dǎo)正銷(xiāo)20-模柄21-防轉(zhuǎn)
27����、銷(xiāo)22-內(nèi)六角
螺釘23-圓柱銷(xiāo)24-螺釘
表2零件明細(xì)表
序 號(hào)
名稱(chēng)
數(shù) 量
材 料
熱處理
標(biāo)準(zhǔn)件代號(hào)
備注
頁(yè)次
1
簧片
1
65Mn
2
螺釘
1
45
HRC40~45
�
3
下模座
1
1
HT200
4
凹模
1
T10A
HRC58~62
5
螺釘
4
45
HRC40~45
6
承導(dǎo)料
1
45
7
導(dǎo)料板
2
45
HRC40~45
8
始用擋料銷(xiāo)
1
45
9
28、導(dǎo)柱
2
20
滲碳
HRC56~60
10
導(dǎo)套
2
20
滲碳
HRC5862
11
擋料釘
1
45
12
卸料板
1
Q235(A3)
13
上模座
1
HT200
14
凸模固定板
1
45
15
落料凸模
1
T8A
HRC56~60
16
沖孔凸模
1
T8A
HRC56~60
17
墊板
1
45
HRC40~45
18
定位銷(xiāo)
1
45
HRC40~45
29���、
19
導(dǎo)正銷(xiāo)
1
45
HRC40~45
20
模柄
1
Q235(A5)
21
防轉(zhuǎn)銷(xiāo)
1
45
HRC40~45
22
內(nèi)六角螺釘M12 X 70
10
45
HRC40~45
23
圓柱銷(xiāo)12n6X100
6
45
HRC40~45
24
內(nèi)六角螺釘M12 X 70
1
45
HRC40~45
(五)繪制非標(biāo)準(zhǔn)零件圖
本實(shí)例只繪制凸凹模����、凹模、凸模固定板和卸料板四個(gè)零件圖樣����,供初學(xué)者 參考���。見(jiàn)圖5至圖8�����。
/——4-R1
「 反物店與凸隹國(guó)定板一理鼾
圖5凸凹模
2-0S*q016
. .rt+ 0 016
4-^S.5
+◎ IB 57.6-0
圖6落料凹模
圖7
z
U + 0.02
U0.02
37.7*0-1&
㈣二
ti^ir
6 -6—Il 了 |工 l 二
 《冷沖壓工藝及模具設(shè)計(jì)》課程設(shè)計(jì)指導(dǎo)書(shū)
《冷沖壓工藝及模具設(shè)計(jì)》課程設(shè)計(jì)指導(dǎo)書(shū)