《注射模中大角度下坡斜頂抽芯機(jī)構(gòu)設(shè)計(jì)》由會(huì)員分享���,可在線閱讀��,更多相關(guān)《注射模中大角度下坡斜頂抽芯機(jī)構(gòu)設(shè)計(jì)(4頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1、注射模中大角度下坡斜頂抽芯機(jī)構(gòu)設(shè)計(jì)
楊海天��,趙建亮����,張彥書,王丁強(qiáng)
(青島中科昊泰新材料科技有限公司��,山東 青島 266300)
摘要:根據(jù)塑件倒扣特點(diǎn)設(shè)計(jì)了一種大角度下坡斜頂抽芯機(jī)構(gòu)����,闡述了機(jī)構(gòu)的組成及工作過程,對(duì)機(jī)構(gòu)
的關(guān)鍵技術(shù)參數(shù)進(jìn)行了理論研究�����,利用 UG 軟件的運(yùn)動(dòng)仿真模塊對(duì)機(jī)構(gòu)進(jìn)行運(yùn)動(dòng)學(xué)分析�,通過仿真動(dòng) 畫觀察機(jī)構(gòu)的運(yùn)動(dòng)過程。經(jīng)理論研究和試驗(yàn)證明:機(jī)構(gòu)設(shè)計(jì)合理,簡(jiǎn)化了模具結(jié)構(gòu)����,降低了制造成本, 為模具設(shè)計(jì)提供了技術(shù)支持�。
關(guān)鍵詞:注射模;倒扣���;斜頂組塊;滑座��;抽芯機(jī)構(gòu)
中圖分類號(hào):TG241
文獻(xiàn)標(biāo)識(shí)碼:B
文章編號(hào):1001-2168(2013)07-0043-0
2��、4
Large-angle sloped lifter core-pulling mechanism
in injection mould
YANG Hai-tian, ZHAO Jian-liang, ZHANG Yan-shu, WANG Ding-qiang
(Qingdao Zhong Ke Hao Tai New Material Science & Technology Co., Ltd., Qingdao,
Shandong 266300, China)
Abstract: According to the undercut characteristic of
3�、the plastic part, a large-angle sloped
lifter core-pulling mechanism was designed. The components and working process of the
core-pulling mechanism were stated. The theoretical study about the critical technology pa?
rameters was made. The kinematics of the mechanism was simulated by the motion s
4、imula?
tion module of UG software, through which the motion process can be animated in detail.
Theoretical analysis and experimental results showed that the structure is reasonable and
simplified largely.
Key words: injection mould; undercut; lifter; slider; core-pulling mechanism
1 引 言
在注射模開
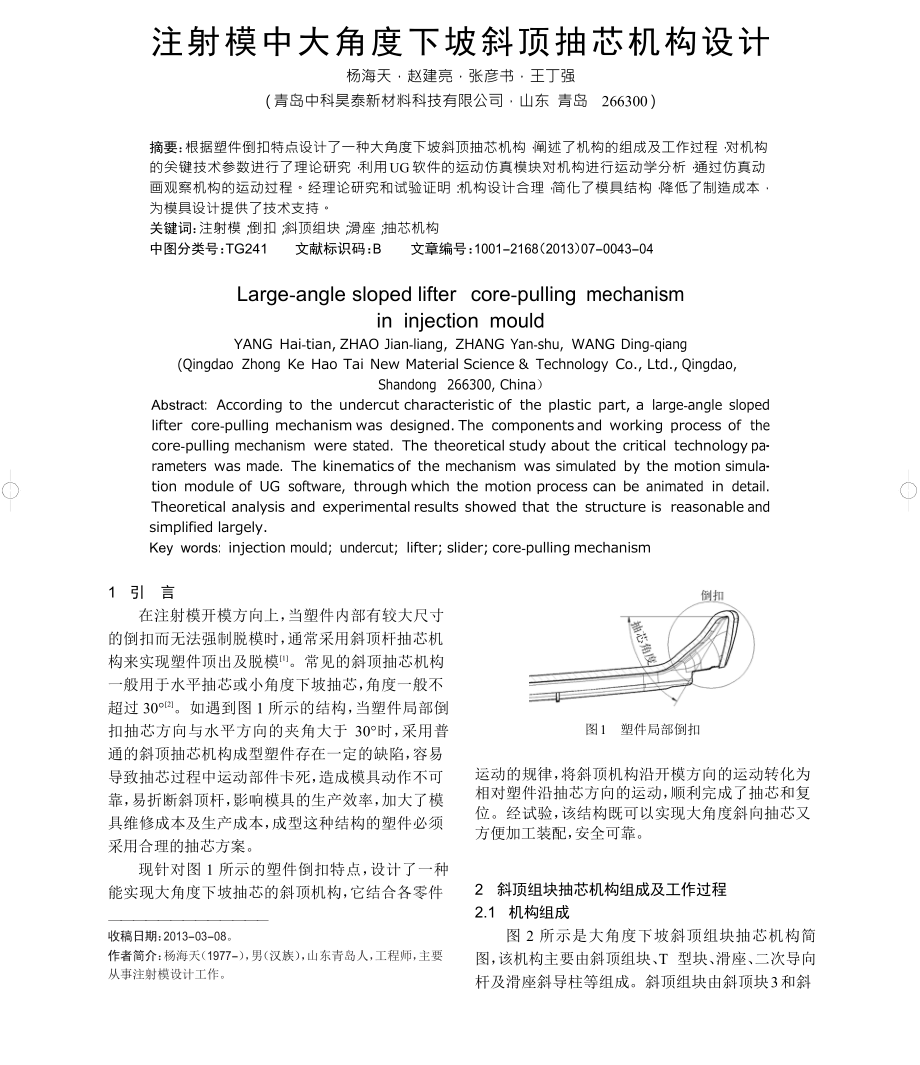
5�����、模方向上��,當(dāng)塑件內(nèi)部有較大尺寸 的倒扣而無法強(qiáng)制脫模時(shí)���,通常采用斜頂桿抽芯機(jī) 構(gòu)來實(shí)現(xiàn)塑件頂出及脫模[1]�����。常見的斜頂抽芯機(jī)構(gòu) 一般用于水平抽芯或小角度下坡抽芯��,角度一般不 超過 30°[2]�。如遇到圖 1 所示的結(jié)構(gòu),當(dāng)塑件局部倒 扣抽芯方向與水平方向的夾角大于 30°時(shí)�����,采用普 通的斜頂抽芯機(jī)構(gòu)成型塑件存在一定的缺陷���,容易 導(dǎo)致抽芯過程中運(yùn)動(dòng)部件卡死��,造成模具動(dòng)作不可 靠����,易折斷斜頂桿�����,影響模具的生產(chǎn)效率���,加大了模 具維修成本及生產(chǎn)成本�����,成型這種結(jié)構(gòu)的塑件必須 采用合理的抽芯方案�����。
現(xiàn)針對(duì)圖 1 所示的塑件倒扣特點(diǎn)��,設(shè)計(jì)了一種 能實(shí)現(xiàn)大角度下坡抽芯的斜頂機(jī)構(gòu)���,它結(jié)合各零件
圖 1
6���、 塑件局部倒扣
運(yùn)動(dòng)的規(guī)律��,將斜頂機(jī)構(gòu)沿開模方向的運(yùn)動(dòng)轉(zhuǎn)化為
相對(duì)塑件沿抽芯方向的運(yùn)動(dòng)�����,順利完成了抽芯和復(fù) 位�。經(jīng)試驗(yàn),該結(jié)構(gòu)既可以實(shí)現(xiàn)大角度斜向抽芯又 方便加工裝配��,安全可靠�����。
2 斜頂組塊抽芯機(jī)構(gòu)組成及工作過程
2.1 機(jī)構(gòu)組成
圖 2 所示是大角度下坡斜頂組塊抽芯機(jī)構(gòu)簡(jiǎn) 圖,該機(jī)構(gòu)主要由斜頂組塊����、T 型塊、滑座�、二次導(dǎo)向 桿及滑座斜導(dǎo)柱等組成。斜頂組塊由斜頂塊 3 和斜
—————————————
收稿日期:2013-03-08���。
作者簡(jiǎn)介:楊海天(1977-)�����,男(漢族)�����,山東青島人���,工程師,主要 從事注射模設(shè)計(jì)工作�����。
44
7、 模具工業(yè) 2013 年第 39 卷第 7 期
頂桿 5 組成��,二者由鎖緊塊 4 固定在一起���,鎖緊塊 4
底端用螺釘固定在 T 型塊 9 上��,T 型塊 9 靠 T 型塊壓 板 15 壓緊在滑座 10 的斜面上�����。T 型塊 9 和滑座 10 分別由二次導(dǎo)向桿 8 和滑座斜導(dǎo)柱 7 進(jìn)行導(dǎo)向����,二 次導(dǎo)向桿 8 用螺釘固定在底板 13 上�����,頂端用定位塊
6 固定在動(dòng)模板2 上��。
相對(duì)于塑件沿抽芯角度的方向運(yùn)動(dòng)�。
開始頂出瞬間�,斜頂組塊起到一定的頂出作 用,隨著塑件向上頂出�����,斜頂組塊相對(duì)于塑件向下 運(yùn)動(dòng),整個(gè)運(yùn)動(dòng)過程中��,塑件靠推桿頂出��,斜頂組塊 不再起頂出作用��。
3 關(guān)鍵技術(shù)參數(shù)確定
8���、
機(jī)構(gòu)設(shè)計(jì)的關(guān)鍵在于如何根據(jù)抽芯角度值來 合理確定其他各個(gè)角度的參數(shù)值����。圖 3 所示為各個(gè) 角度參數(shù)的關(guān)系圖���,其中 H 為頂出距離��,θ 為抽芯角 度��,φ 為滑座斜面角度�����,α 為斜頂桿角度�����,β 為滑座
斜導(dǎo)柱角度�����,x1 為斜頂組塊 X 方向位移�,x2 為滑座
X 方向位移,x3 為 T 型塊相對(duì)于滑座水平方向運(yùn)動(dòng)
距離����,z1 為斜頂組塊相對(duì)于塑件在 Z 方向的位移,z2
為斜頂組塊在Z 方向的絕對(duì)位移���。
圖 2 下坡斜頂組塊抽芯機(jī)構(gòu)
1. 塑件 2. 動(dòng)模板 3. 斜頂塊 4. 鎖緊塊
5.斜頂桿 6.定位塊 7.滑座斜導(dǎo)柱 8.二 次導(dǎo)向桿 9.T 型塊 10.滑
9���、座 11.推桿固 定板 12. 推板 13. 底板 14. 推桿 15.T 型塊壓板
2.2 工作過程
機(jī)構(gòu)工作過程:通過 T 型塊沿滑座斜面的向下 運(yùn)動(dòng)實(shí)現(xiàn)斜頂組塊相對(duì)于塑件沿抽芯方向的運(yùn) 動(dòng)?���;睂?dǎo)柱的作用是加大了 T 型塊和斜頂組塊 的下降速度�����,從而加大了頂出方向的運(yùn)動(dòng)距離,相 對(duì)就減小了水平方向的運(yùn)動(dòng)距離�����,實(shí)現(xiàn)了塑件脫 模��。二次導(dǎo)向桿對(duì)斜頂桿起到保護(hù)和導(dǎo)向的作用�, 防止斜頂桿因頂出距離太大而折斷。
開模時(shí)�,注塑機(jī)頂出桿作用在推板 12 上,滑座
10 在推板 12 的作用下向上運(yùn)動(dòng)�����,同時(shí)在滑座斜導(dǎo)柱
7 的作用下相對(duì)于推板 12 又向右滑動(dòng)�����。T 型塊 9�、斜 頂
10、塊 3 和斜頂桿 5 在滑座 10 和二次導(dǎo)向桿 8 的作用 下沿斜頂桿方向向上運(yùn)動(dòng)���,相對(duì)于滑座 10 沿其斜面 方向向下滑動(dòng)����,塑件在推桿 14 的作用下被向上頂 出。通過各零件的相對(duì)協(xié)調(diào)運(yùn)動(dòng)����,實(shí)現(xiàn)了斜頂組塊
圖 3 抽芯機(jī)構(gòu)各角度參數(shù)
3.1 抽芯角度
根據(jù)設(shè)計(jì)經(jīng)驗(yàn),抽芯角度越小越好���。圖 4 所示���,
θ 為在保證斜頂組塊抽芯時(shí)與塑件不發(fā)生干涉情
0 況下的最小抽芯角度,為保證最小頂出距離和各機(jī) 構(gòu)滑動(dòng)的角度盡量小���,實(shí)際抽芯角度應(yīng)比最小抽芯
角度大 2°~3° ���,在該設(shè)計(jì)方案中,θ 取整數(shù)值64°����。
圖 4 抽芯角度
模具工業(yè) 2013
11、年第 39 卷第 7 期 45
x1 = 20.62 mm���,z1 = 41.86 mm����,z2 = 148.14 mm
根據(jù) x1 和 z1 的值求出抽芯角度 θ :
θ = arctan(z1 /x1) = arctan(41.86/20.62) = 63.78°(9)
總 結(jié) 得 出 該 機(jī) 構(gòu) 各 個(gè) 關(guān) 鍵 角 度 參 數(shù) 值 :
θ = 63.78°��,φ = 25°����,β = 20°,α = 8° �����。 從以上各個(gè)角度的計(jì)算過程可以看出�,通過改
變 α、β����、φ 的值可以滿足不同 θ 的抽芯運(yùn)動(dòng)。經(jīng) 驗(yàn)證����,該機(jī)構(gòu)可以實(shí)現(xiàn)抽芯角度為 0 < θ < 90° 。
3.2 斜頂
12����、桿角度
塑件水平方向倒扣距離為 14.88 mm,根據(jù)塑件 的倒扣尺寸及其他特征,確定推桿頂出距離 H=190 mm���。根據(jù)設(shè)計(jì)經(jīng)驗(yàn)����,斜頂組塊水平退出的安全距 離為 3~5 mm[3]�,由此預(yù)設(shè)定斜頂組塊在 X 方向的位 移為 x1=20 mm,見圖 3 所示����。根據(jù)三角函數(shù)關(guān)系算
出斜頂組塊相對(duì)于塑件在Z 方向的位移為:
z1 = x1 tan θ = 20 × tan 64° = 41 mm
則斜頂組塊在Z 方向的絕對(duì)位移為:
z2 = H - z1 = 190 - 41 = 149 mm
(1)
(2)
4 運(yùn)動(dòng)仿真
UG 的運(yùn)動(dòng)仿真模塊可以進(jìn)行機(jī)構(gòu)的干涉分 析,跟蹤零件的
13���、運(yùn)動(dòng)軌跡��,分析機(jī)構(gòu)中零件的速度��、 加速度��、作用力��、反作用力和力矩等����。運(yùn)動(dòng)仿真的 分析結(jié)果可以指導(dǎo)修改零件的結(jié)構(gòu)設(shè)計(jì)[5]?��;?UG 軟件的運(yùn)動(dòng)仿真模塊對(duì)該抽芯機(jī)構(gòu)進(jìn)行運(yùn)動(dòng)學(xué) 分析�����,通過仿真動(dòng)畫來觀察抽芯機(jī)構(gòu)的運(yùn)動(dòng)過程, 檢查各運(yùn)動(dòng)零件是否干涉及斜頂組塊抽芯時(shí)是否
與塑件發(fā)生干涉�。
根據(jù)圖 3 所示的三角函數(shù)關(guān)系算出斜頂桿角
度:
α = arctan(x1 /z2) = arctan(20/149) = 7.65°
(3)
為加工方便,斜頂桿角度取整數(shù) 8° ��。根據(jù)斜頂
桿的角度逆推算出斜頂組塊在 X 方向?qū)嶋H水平位移 為x1=20.73 mm��,則z1=42.5 mm����,z2=1
14、47.5 mm����。
3.3 滑座斜導(dǎo)柱角度
滑座斜面的角度一般不大于 25° [4],在該方案 中�����,假設(shè)滑座斜面角度 φ = 25° ,并依此來推算滑座
斜導(dǎo)柱的角度 β 值�����。
T 型塊是沿滑座斜面運(yùn)動(dòng)的��,T 型塊相對(duì)于滑 座水平方向的運(yùn)動(dòng)距離 x3 為 T 型塊水平方向的運(yùn) 動(dòng)距離 x1 和滑座水平方向運(yùn)動(dòng)距離 x2 之和����,T 型塊 相對(duì)于滑座 Z 方向的運(yùn)動(dòng)距離為斜頂組塊相對(duì)于塑 件 Z 方向的退出距離 z1 ,所以根據(jù)圖 3 所示的三角 函數(shù)關(guān)系算出滑座在X 方向的位移為:
4.1 創(chuàng)建連桿
為簡(jiǎn)化運(yùn)動(dòng)仿真步驟���,將沒有相對(duì)運(yùn)動(dòng)的 2 個(gè) 組件簡(jiǎn)化為一個(gè)連桿[6]�����,運(yùn)動(dòng)仿真模型
15����、共創(chuàng)建 4 個(gè)連 桿�����,標(biāo)號(hào)為 L001~L004�,其中 L001 是注塑機(jī)頂出桿�、 推板����、推桿固定板、推桿及塑件��。L002 為滑座���,L003 是 T 型塊和斜頂組塊�����,L004 是二次導(dǎo)向桿、滑座斜 導(dǎo)柱和底板���。
4.2 創(chuàng)建運(yùn)動(dòng)副
模型創(chuàng)建 6 個(gè)運(yùn)動(dòng)副���,標(biāo)號(hào)為 J001~J006。J001 為 L001 向上的頂出運(yùn)動(dòng)���,J002 為 L004 的固定副���, J003 為 L002 相對(duì)于推桿固定板水平方向的滑動(dòng)��, J004 為 L002 沿滑座斜導(dǎo)柱的滑動(dòng)�����,J005 為 L003 沿 滑座斜面的滑動(dòng)�,J006 為 L003 沿二次導(dǎo)向桿的滑 動(dòng)�����。
x3 = z1 / tan φ = 42
16�����、.5/ tan 25° = 91.14 mm
x2 = x3 - x1 = 91.14 - 20.73 = 70.41 mm
(4)
(5)
由于滑座是在滑座斜導(dǎo)柱的導(dǎo)向作用下運(yùn)動(dòng)�����,
滑座在 Z 方向的位移為頂出距離 190 mm�����,則根據(jù)圖
3 所示的三角函數(shù)關(guān)系�,可以算出滑座斜導(dǎo)柱角度 為:
β = arctan(x2 /H) = arctan(70.41/190) = 20.33° (6)
為 方 便 加 工 ,滑 座 斜 導(dǎo) 柱 的 角 度 取 整 數(shù) 值
β = 20° ��,同時(shí)取滑座的斜面角度 φ = 25° ,斜頂桿角 度 α = 8° ��,則根據(jù)圖 3 所示逆推得出
17�����、其余各個(gè)參數(shù) 值:
4.3 定義運(yùn)動(dòng)驅(qū)動(dòng)
模型定義運(yùn)動(dòng)副 J001 沿 Z 方向做恒定運(yùn)動(dòng)����,設(shè) 定初始位移為0,初速度為10 mm/s����,加速度為0����。
x2 = H tan β = 190 × tan 20° = 69.15 mm
(7)
4.4 運(yùn)動(dòng)模擬
選擇解算方案命令,設(shè)定解算方案類型為常規(guī) 驅(qū)動(dòng)���,分析類型為動(dòng)力學(xué)���,時(shí)間為 19 s,步數(shù) 500 步��。 在解算方案對(duì)話框中單擊確定進(jìn)行解算,解算完成
ìtan φ = z1 /x3 = z1 /(x1 + x2)
?
ísin α = x1 /z2
(8)
?
?z1 + z2 = H
由各已知參數(shù)值���,解方程(8)得
18��、:
46 模具工業(yè) 2013 年第 39 卷第 7 期
后�����,單擊動(dòng)畫控制對(duì)話框中的播放命令���,通過運(yùn)動(dòng)
仿真動(dòng)畫來觀察斜頂組塊抽芯機(jī)構(gòu)的運(yùn)動(dòng)過程,如 圖5 所示�。
通過運(yùn)動(dòng)仿真動(dòng)畫可以發(fā)現(xiàn),機(jī)構(gòu)動(dòng)作順暢�,
在抽芯過程中沒有發(fā)生零件的干涉及斜頂組塊鏟 膠現(xiàn)象,機(jī)構(gòu)設(shè)計(jì)合理��。
(a)起始狀態(tài)
(b)頂出距離 38 mm
(c)頂出距離 76 mm
(d)頂出距離 114 mm
(e)頂出距離 152 mm
圖 5 大角度斜頂抽芯機(jī)構(gòu)運(yùn)動(dòng)仿真
(f)頂出距離 190 mm
5 結(jié)束語
大角度斜頂組塊抽芯機(jī)構(gòu)是一種新型的抽芯 組合機(jī)構(gòu)��,
19���、合理地利用各零件的動(dòng)作關(guān)系��,將斜頂 組塊沿開模方向的運(yùn)動(dòng)轉(zhuǎn)化為斜頂組塊相對(duì)于塑 件沿抽芯角度方向的運(yùn)動(dòng)���。機(jī)構(gòu)解決了因抽芯角 度太大而無法實(shí)現(xiàn)斜頂組塊抽芯的問題�����,避免了大 角度斜頂組塊容易卡死的情況���。該機(jī)構(gòu)已成功應(yīng) 用于汽車門板翻邊結(jié)構(gòu)的成型,經(jīng)理論分析和試驗(yàn) 證明���,機(jī)構(gòu)設(shè)計(jì)合理����、加工簡(jiǎn)單�、工作時(shí)運(yùn)行可靠, 簡(jiǎn)化了模具結(jié)構(gòu)�����,降低了制造成本�����,提高了生產(chǎn)效 率�����,能很好地滿足模具的使用要求���。
參考文獻(xiàn):
[1]黃能會(huì),許樹勤.注射模具中特殊斜頂塊的設(shè)計(jì)技巧[J].
模具工業(yè),2010,36(4):51-53.
[2]付 偉,張 海.斜頂式 T 型塊機(jī)構(gòu)在模具中的應(yīng)用[J].工 程塑料應(yīng)用,2008,36(2):62-64.
[3]于 雷.長(zhǎng)距離內(nèi)抽芯機(jī)構(gòu)設(shè)計(jì)[J].模具工業(yè),1999,25(9):
34-35.
[4]廖志才.動(dòng)模 T 型塊側(cè)向抽芯機(jī)構(gòu)的改進(jìn)設(shè)計(jì)[J].模具技 術(shù),2012(4):35-37.
[5]胡小康.UG NX6 運(yùn)動(dòng)分析培訓(xùn)教程[M].北京:清華大學(xué) 出版社,2009:1-2.
[6]王國(guó)義,南文虎,肖根先.基于 UG 運(yùn)動(dòng)仿真的汽車空調(diào)設(shè) 計(jì)[J].甘肅科技,2009,25(17):12-14.
歡 迎 登 錄 中 國(guó) 模 聚 網(wǎng) :
 注射模中大角度下坡斜頂抽芯機(jī)構(gòu)設(shè)計(jì)
注射模中大角度下坡斜頂抽芯機(jī)構(gòu)設(shè)計(jì)